
产品详细介绍
以下是:桩基声测管的产品参数
导读 桩基声测管,日升昌钢管声测管厂家专业从事桩基声测管,联系人:马经理,电话:19933757886、19933757886,QQ:1376565301,发货地:经济开发区发货到山西省 运城市 盐湖区、临猗县、万荣县、闻喜县、稷山县、新绛县、绛县、垣曲县、夏县、平陆县、芮城县、永济市、河津市,以下是桩基声测管的详细页面。 山西省,运城市 2022年,运城市实现地区生产总值2301.1亿元,其中:产业增加值351.3亿元,第二产业增加值970.0亿元,第三产业增加值979.9亿元。三次产业构成为15.3∶42.1∶42.6。全年人均地区生产总值48693元。
我们精心制作的桩基声测管产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:桩基声测管的图文介绍

成孔后,用管锥将钻碴基本掏净,然后按离子悬浮法进行清孔处理,即清孔前24h,按1(木屑):0.3(烧碱):1(水声测管泥):30(粘土)适量水的比例配成膏状混合物,配制数量1m成孔体积,清孔时将膏状混合物,分三次抛入孔底,并用管锥冲砸5~10min,使膏状声测管混合物均匀地溶于孔底泥浆中,用管锥掏渣,当捣至泥浆比重为1.03~1.06时,清孔终了。5.吊装钢筋笼钢筋笼由钢筋班负责分段制作,用钻架或吊车安装,钢筋笼接长用2声测管台电焊机焊接,逐段连接逐段下放。钢筋笼定位后,及时浇注混凝土,以防止坍孔。6.灌注水下混凝土采用导管法进行水下混凝土的灌注,导管直径为250mm,壁厚8mm,一声测管般节长2.0m,另外配置1节长4m,2节长1m的导管,以方便调节导管长度。导管接头处有胶圈密封防水,水下砼现场拌合,钻架起吊入仓。灌注首批混凝土其数量须经过计算,使其有一定的冲击能量,把泥浆从导管中排出,并能把导管下口埋入砼,其深度不少于1m。当混凝土装满漏斗后,剪断隔水栓上声测管的铁丝,混凝土即随隔水栓一起下入到孔底,排开泥浆。在整个浇注过程中,导管在混凝土中埋深2~6m,利用导管内混凝土的超压力使砼的浇注面逐渐上升,直至高于设计标高1m。冲击钻施工工艺流程图《钻孔桩施工工艺流程图》。(二)墩台施工方法岸上承台、山西运城同城系梁基坑采用挖机开挖,人工清理余土;一般水中墩采用草袋围堰施工系梁。用风镐凿除桩头砼,修复桩基变形钢筋,并焊接立柱钢筋,按设计铺设垫层,绑扎承台、山西运城同城系梁钢筋,模板采用组合钢模。


日升昌钢管声测管厂家技术力量雄厚,安装团队实力强大,目前拥有 山西运城700桩尖项目部6个,专业施工人员70余人,中、专业人员10余人,一般技术人员及营销人员30余人。公司还有一支的售后服务队伍.
公司将本着诚实守信、质量、服务、服务于 山西运城700桩尖事业的原则,与海内外客户广泛合作,携手共创 山西运城700桩尖事业的美好明天。




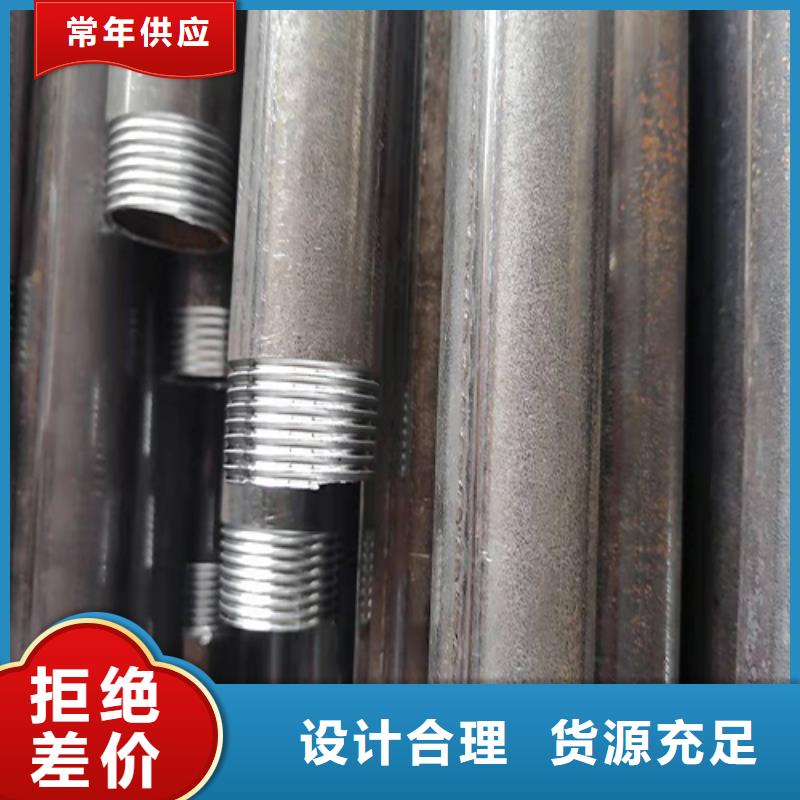
声测管的取样问题确实由来已久,原因是它自身的接头特性造成的。声测管本身两头都要焊接的,单支长度一般都在9米以上,若整支进行送检实在是不方便;如果锯开它的话,那整支管子也就费了。因为工地一般不可能具备焊声测管接头的能力,所以只要是在中管或底管上采样结果就会整根管子不能用了。而且这个声测管的管壁一般都比较偏厚,说实话就这样弄挺可惜的。要取样建议从顶管上搞一端下来就好了,反正多余的部分也要从它上边去掉。一般每100支随机取1支就足够了。另外我们在给工地发货的时候也就已经将路桥材料的检验报告和合格证带去了,您再多此一举实在是没有什么意义。一般情况将这两份证明提供给监理部门就已经足够了。现在您已经清楚声测管的取样标准了吧。


接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



总结桩基声测管_日升昌钢管声测管厂家,固定电话:19933757886,移动电话:19933757886,联系人:马经理,QQ:1376565301,经济开发区 发货到 山西省运城市。