



联系我们

更新时间:2024-11-16 07:00:11 浏览次数:22 公司名称: 裕盛钢板仓有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 8888/吨 |
| 发货期限 | 30天 |
| 供货总量 | 999898 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品材质 | Q235B-Q355D |
| 发货城市 | 山东聊城 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国各地 |
| 质保时间 | 1年 |
| 适用领域 | 工业、农业等 |
| 产地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 发货周期 | 1-3 |
| 材质 | 钢 |
| 是否全新 | 是 |




裕盛钢板仓有限公司位于经济技术开发区北城街道。交通便利,地理位置优越!具有良好的生产经营环境。公司本着“专业造就精品,诚信赢得未来”管理理念,以先进的生产装备,“以质兴业,以优取胜”,面向产品的多元化,国际化迈进。公司始终坚持以市场为导向,以满足客户需求为宗旨,通过科技创新,不断研发及引进国内外先进的技术及设备;真正为客户做到质量保证、供货及时、售后!本着分工合作、共享俱荣的服务理念,必将与您成为永远的朋友,忠实的伙伴,期待与您共同发展!主要产品为: 内蒙古呼和浩特气化管、装配式粮食镀锌钢板仓、镀锌装配式圆筒仓、装配式储粮仓系列产品。


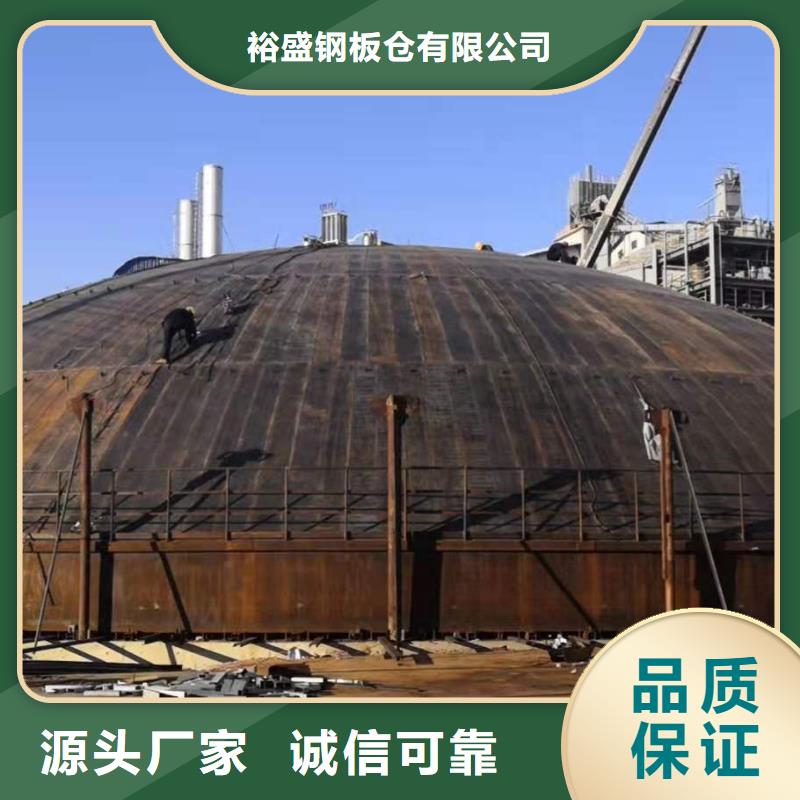
粉煤灰库是储存物料用的,是不是可以干燥通风十分重要,尤其是储存水泥或者是粉煤灰粮食等,如果说潮湿不能通风的话,那么仓内的物料肯定会出现结块的情况,所以钢板仓必须得干燥通风!
那么要让钢板仓干燥通风我们有哪些办法呢?
降温通风,所谓降温通风就是通过安装循环排风扇,给钢板仓内进行物理降温,怎样的话可以一定程度的保持干燥,一般情况下采用通风装置在顶盖正中开一个直径比较大的进粮孔,这样比较方便进粮,另外一个地方在开一对排风扇孔,用来降温用。钢板仓里面还会设置一个排风扇,仓底在配备上开孔底板,冷风降温或者热风干燥都可以经过孔板进入粮堆。
钢板仓设置一个通风系统对于钢板仓的储存至关重要,在钢板仓顶设置排风扇可以很哈的调节仓顶的空间温度,散掉上层和表层湿热,防止上层和表层粮食受到高温的影响。
大型钢板仓适用于各行各业,针对于粮食的储存,钢板仓可以防止粮食变质、发霉;针对于水泥的储存,可以更有效的管理以及生产;对于粉煤灰,钢板仓也是起到决定性的作用等等。所以说现在钢板仓是越来越广泛的被广大客户所接受。钢板仓并不是都一样的,每个行业都有行业特点,所以钢板仓也是要根据需求来定的。
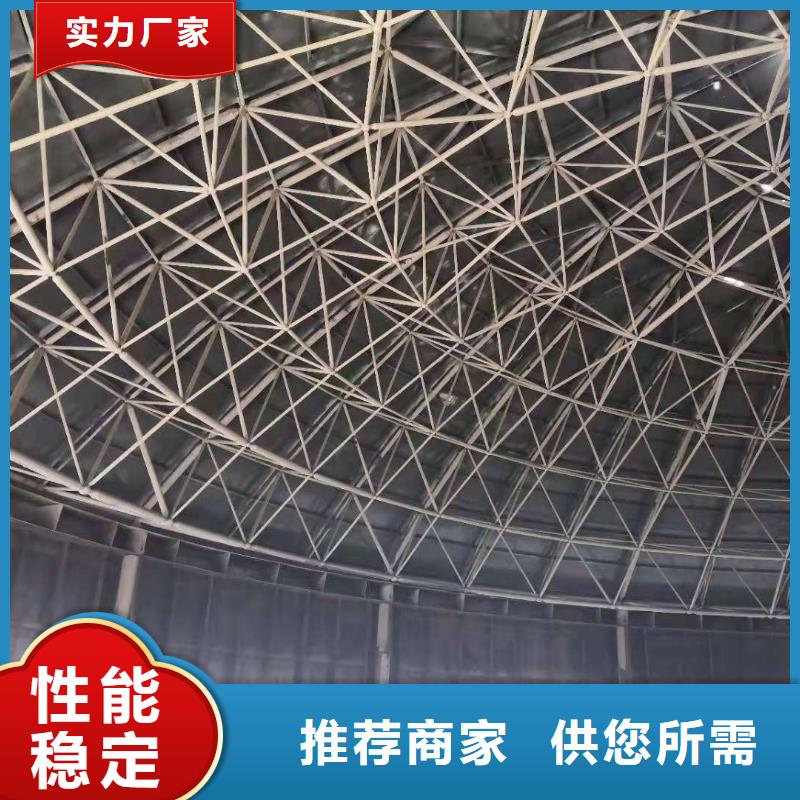
钢板仓的设计依据:
1、首先要了解客户使用钢板仓来做什么?是用于储存,还是中转,还是用于生产线。
2、实地考察。考察钢板仓工程的现场条件,以及地质情况还有当地的气象资料,根据各方面要求来定制不能的方案。
3、根据以上情况,配备核心技术,也就是基础与出料等系统。
4、精准布局。场地的大小,以及是露天还是库内,是一字型还是品字形等。

粉煤灰库的使用性能比普通仓库要好很多。但是很多人都不知道大型钢板仓的知识。比如大型钢板仓的发展以及对它的日常维护,为了让你更好的理解大型钢板仓,下面是一个大型钢板仓制造商就它的相关介绍为您陈述如下: 大型钢筒仓整体性能良好,使用寿命长,远远超过其他筒仓的使用寿命;气密性好、应用范围广的大型钢筒仓;大型钢库建设周期短,造价低;占地面积小,易于管理。大型钢板仓库具有储量大、投资少、工期短、占地小、自动化程度高等特点。大型钢板仓库集装箱容量大,具有独特的仓储结构,一直是仓储集团的主力。
钢板仓每次装填或清空时,都要对仓壁进行变形检查,对支撑腿等敏感部位要特别仔细观察,并做好检查记录存档。每年检查仓库墙面的腐蚀情况。
根据不同的材料和工厂条件,它不仅解决了存储问题淡季水泥和供应短缺的炎热的季节,但也是一种集中使用的水泥、批量传输存储,可以用于机存储,存储或气动管道存储槽。大型钢板仓库是一种新型的负荷储存概念,因此大型钢板仓库是大型水泥散装仓库的一项重大发明,在企业的“节能减排”和环保方面具有更加突出的作用。大型钢板仓在使用水泥熟料和电厂粉煤灰在这个过程中,不仅在高密封存储,通过扩展的存储时间,减少存储损失,减少该地区,而且还可以节省大量投资,将为企业创造更高的经济效益。


粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。

