



想要了解研磨管油缸管加工厂标准工艺产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:研磨管油缸管加工厂标准工艺的图文介绍


华尔网珩磨管油缸管绗磨管高精密珩磨管的轧制、钢管定径、钢管减径、钢管的冷却和精整或者可以说是钢胚的加热穿孔热扎酸洗冷拔碳烧切头喷标包装成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。研磨管



专业销售 安徽淮北45号无缝薄壁绗磨管。
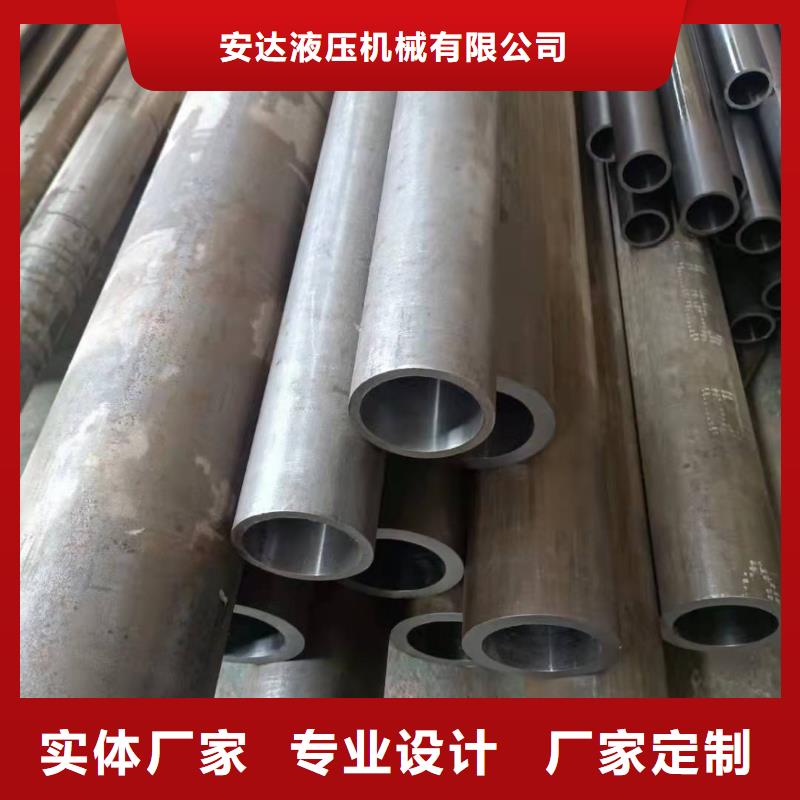
安达液压机械有限公司
将继续秉持“追求卓越,永续经营”的经营理念,立足市场,挑战自我,服务客户,坚定不移地做中国的不锈钢材料供应商。
经营宗旨:的品质和服务创造企业品牌。
经营理念:以人为本,开拓创新,持续改进,追求卓越。
质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。
环境方针:遵守法规,减废防污,持续改进,绿色环保。
公司理念:诚信经营贴心的服务诚心的交流,顾客满意是企业永恒的追求

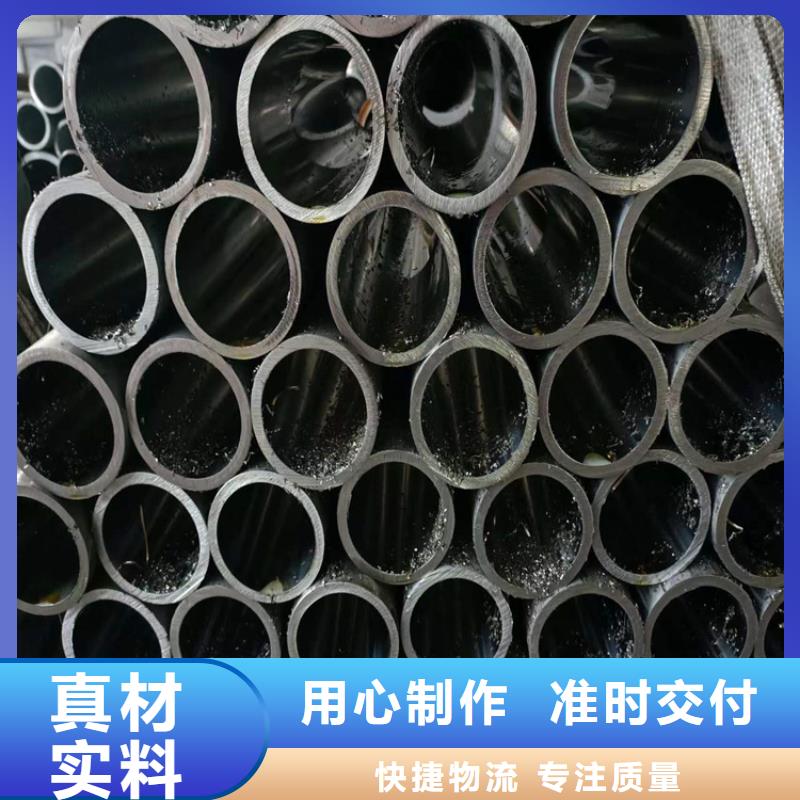
研磨管油缸管加工厂标准工艺


冷拔油缸管是一种经过冷拔或热压处理的高密度材料。由于高密度钢管内外壁无氧气,高压下无通风,精度高,光洁度高,冷弯、胀扁、无变形、无裂纹等,主要用于生产气缸、气缸等气动或液压元件,可以是无缝管。绗缝管的化学成分包括碳、硅、锰、锰、硫、磷、铬。 冷拔油缸管采用滚压加工。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。从而提高了填充管的表面耐蚀性,延缓了疲劳裂纹的产生,提高了填充管的疲劳强度。通过滚压成形,在滚压表面形成一层冷硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。研磨管



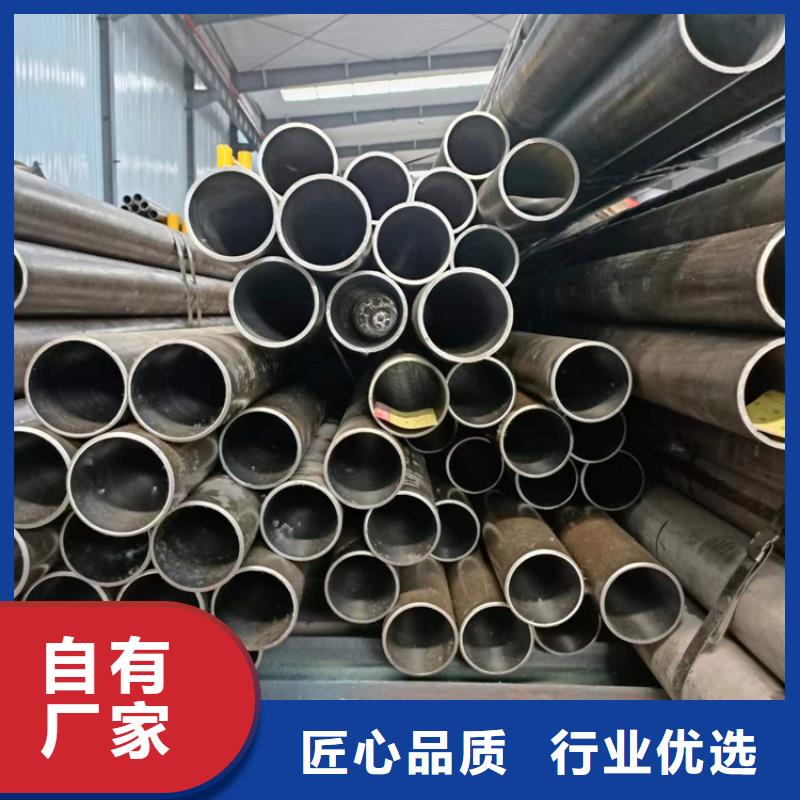
华尔网珩磨管油缸管绗磨管目前公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10.内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn, 27SiMn及部分低合金钢.标准GB8713-88。 绗磨生产主要设备:350吨全液压预应力高精度冷拔机和150吨各1台,拔机 行程12米, 拔制力为350吨。并有立式珩磨机2台,卧式珩磨机2台。研磨管
产品主要用途:液压、汽动缸筒;液压管线;旋压、纺织以及印刷机械用管;汽车减震器用管;轴套管;活塞杆以及精密合金钢管。根据客户的要求还可提供:定尺管、珩磨管以及特殊热处理管等。

