

想知道研磨管-镀铬活塞杆优质工艺产品为何如此受欢迎?观看视频,答案自在其中。
以下是:研磨管-镀铬活塞杆优质工艺的图文介绍
安达液压机械有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 江苏盐城45号无缝薄壁绗磨管产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 江苏盐城45号无缝薄壁绗磨管产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 江苏盐城45号无缝薄壁绗磨管渠道,满足客户需求,公司真诚邀请国内各区域用户合作。



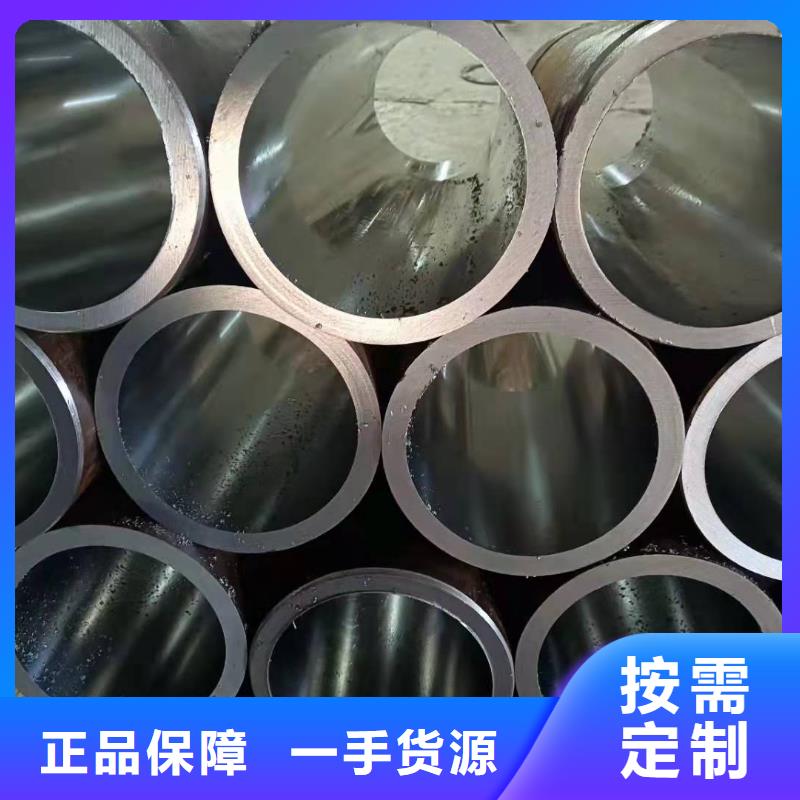
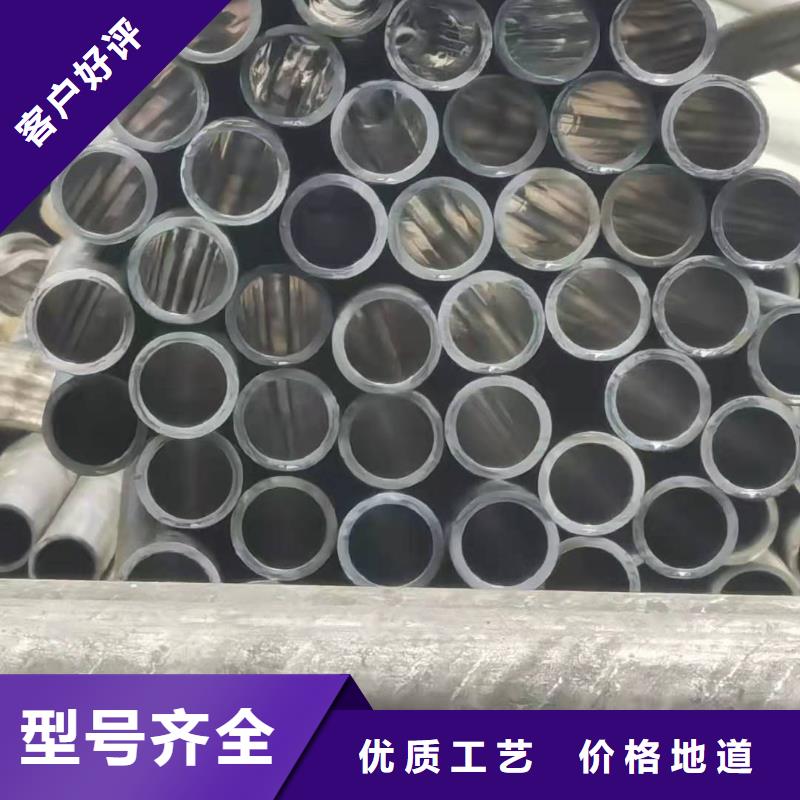
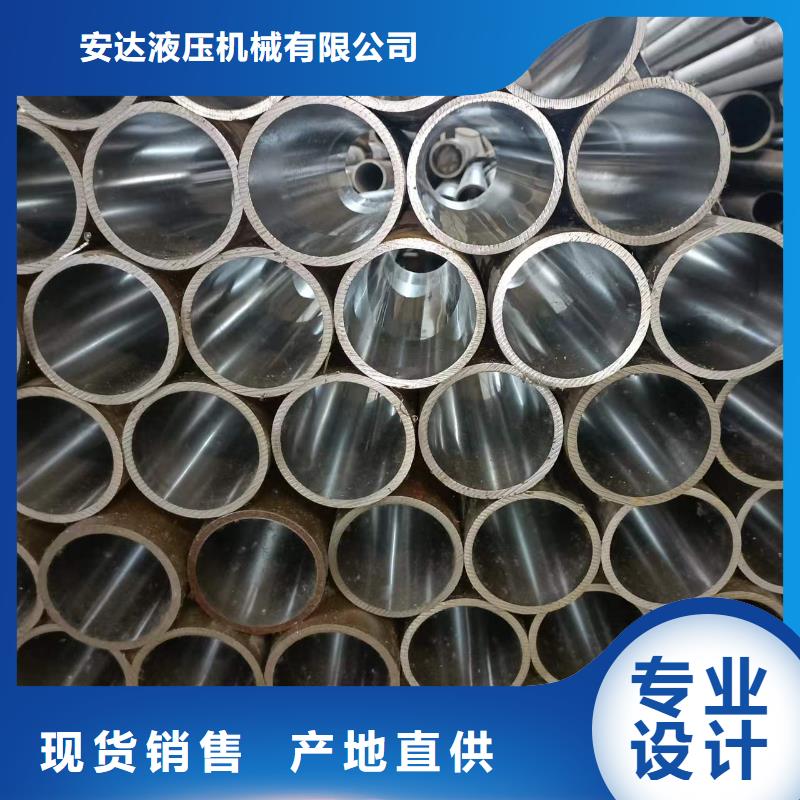
华尔网珩磨管油缸管绗磨管珩磨管:由冷轧精密无缝钢管是由无缝钢管成品管或无缝管荒管,经酸洗,磷化,皂化处理后,然后经冷轧管机轧制而成液压钢管。液压钢管精密度极高一般可控制在0。02-0。05MM范围之内,其标准为:GB3639-83,内经允许偏差为0.03mm,内表面粗糙度:Ra 0.2~0.8μm,液压钢管直线度:0.3~1.5mm/m,专用做油钢的筒径。在标准中为DIN2391-1 。液压钢管的原材料经过精拔、无氧化光亮热处理(NBK状态)、无损检测、钢管内孔经过高压冲洗、酸洗,钢管内外壁用防锈油防锈处理、两端封盖用作防尘处理。 生产出来钢管具有精密度高、光洁度好,钢管内外壁无氧化层,钢管可以承受液体流通过的高压,且钢管冷弯不变形,可扩口、压扁无裂痕。研磨管



华尔网珩磨管油缸管绗磨管珩磨管加工的工作原理研磨管
珩磨时,砂条上的磨粒以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦。砂条作旋转运动和上下往复运动,使砂条上的磨粒在孔表面所形轨迹成为交叉而不重复的网纹(如图1所示),与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小。珩磨的切速低,仅为砂轮磨削速度的几十分之一,在珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,故能得到较细表面粗糙度。



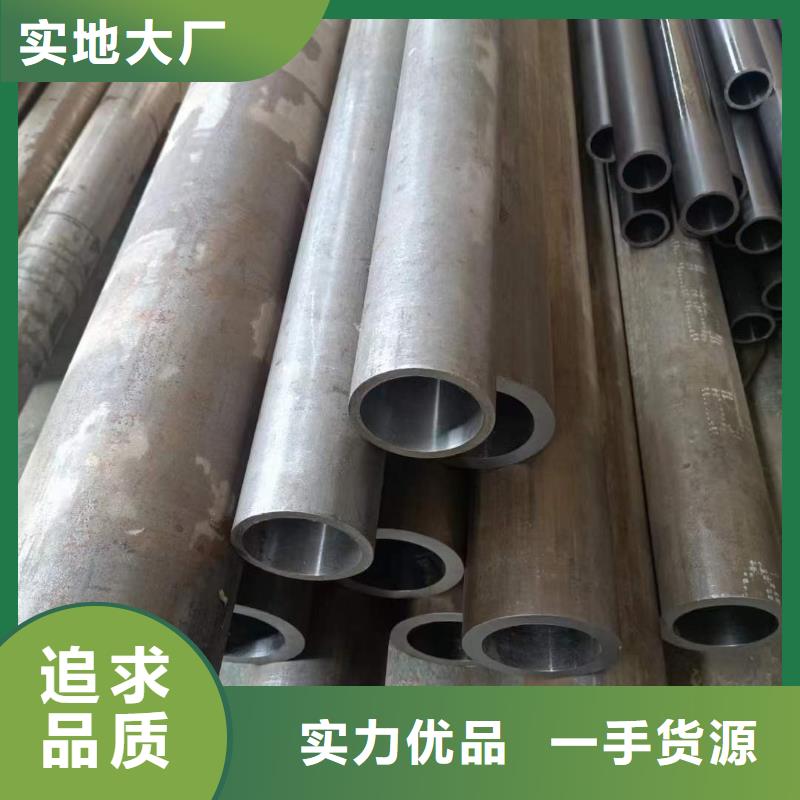
华尔网珩磨管油缸管绗磨管油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。研磨管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
