


简约不浮华,不简单实用。我们的【镀锌管-09CuPCrNi-A槽钢源头厂家量大价优】产品视频用直观的方式展现产品的实用性和价值。
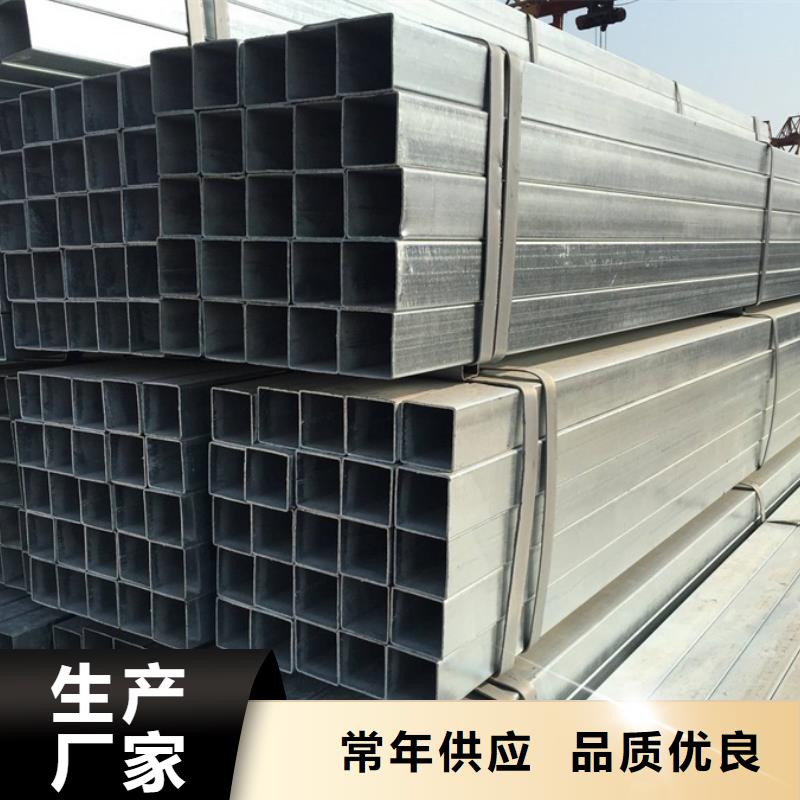
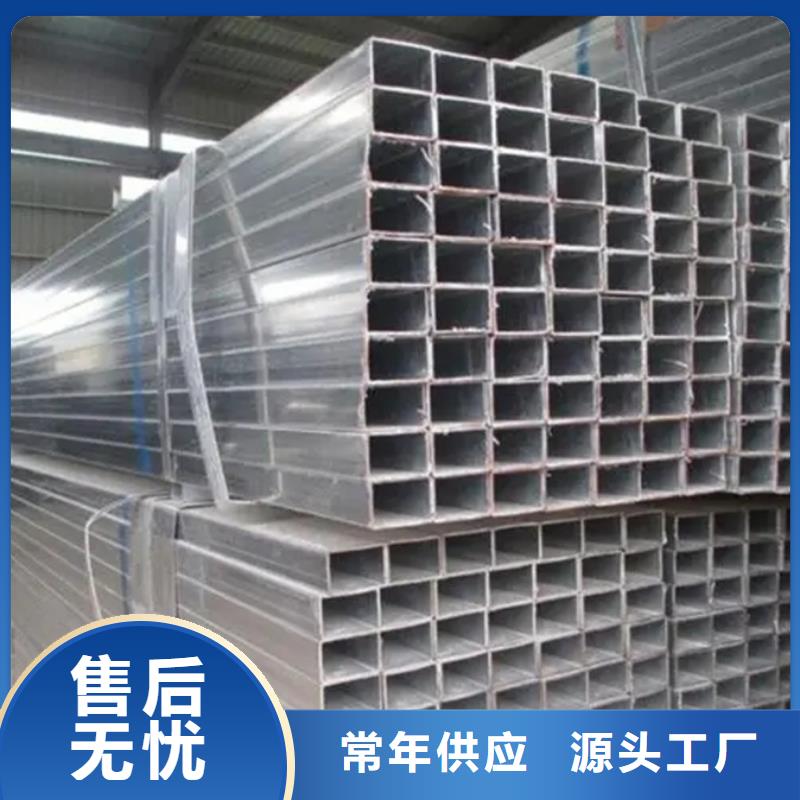
以下是:【镀锌管-09CuPCrNi-A槽钢源头厂家量大价优】的图文介绍
感谢您对苏沪金属制品有限公司的信赖,当您进入这个页面时,您已成为我们尊贵的客户。欢迎您来到美丽的 江苏徐州09CuPCrNiA工字钢之乡——江苏徐州,我们都在这里为您静静的守候!您可以通过以下文章详细了解 江苏徐州09CuPCrNiA工字钢参数、价格、图片、视频等资料。




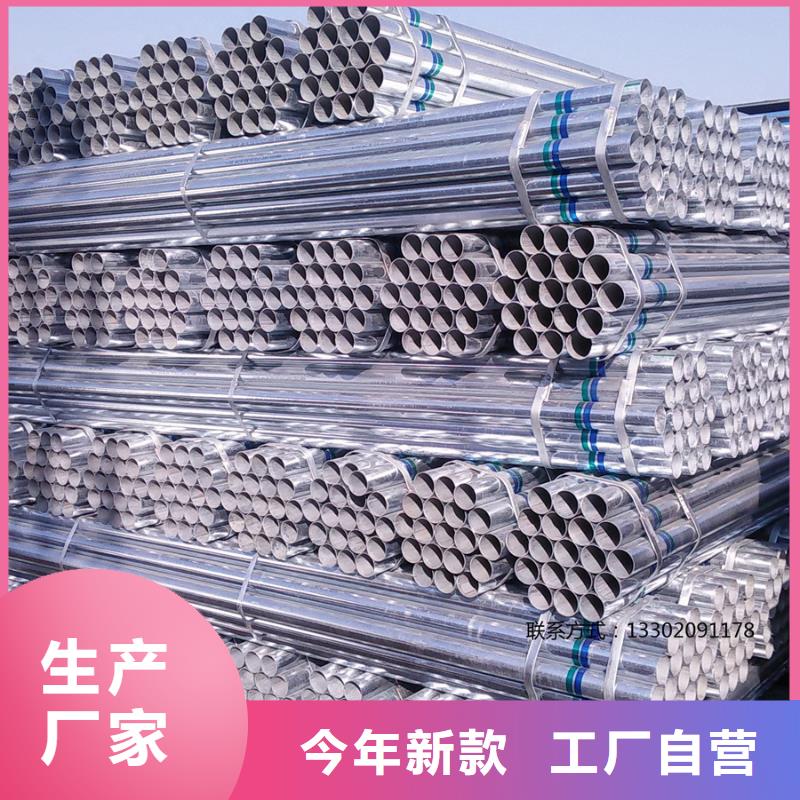
华尔网镀锌无缝管多采用冷拔和热轧制造,冷拔镀锌无缝管多采用冷拔和冷轧协同加工制造。 镀锌无缝管比热轧钢管规格更多。准确、更光滑的表面,常用于机械零件的生产,有的镀锌无缝管在原厂前经过退火处理,有的不经过退火处理。镀锌无缝钢管的硬度大吗?首先我们来了解一下镀锌无缝钢管退火的效果。退火的关键作用是软化金属材料,提高延展性。 它用于各种金属材料的激光器。切削加工;华尔网镀锌管退火是将钢材加热到适中温度,保温一定时间,然后缓慢冷却,获得接近平衡机理的热处理方法。退火的目的取决于均匀的成分、改善物理和使用性能、或减少热应力,以及为零件的终热处理工艺准备机制。大部分设备零件和工人毛坯及模具外壳退火后,可铸、锻、焊零件的热应力和构件的结构不对称。 钢的物理性能可以得到改善和调整,这是下一道工艺流程。 提前准备好您的组织。由以上分析可知,镀锌无缝管退火后成分均匀,金属材料组织变软,延展性提高,金属材料组织变软,延展性提高表明硬度 是降低的,也就是说,镀锌无缝管退火后硬度不易膨胀,反而会降低。镀锌无缝管中常见的钢种,45#镀锌无缝管的硬度较高,作为机械设备零件加工时会进行退火处理。



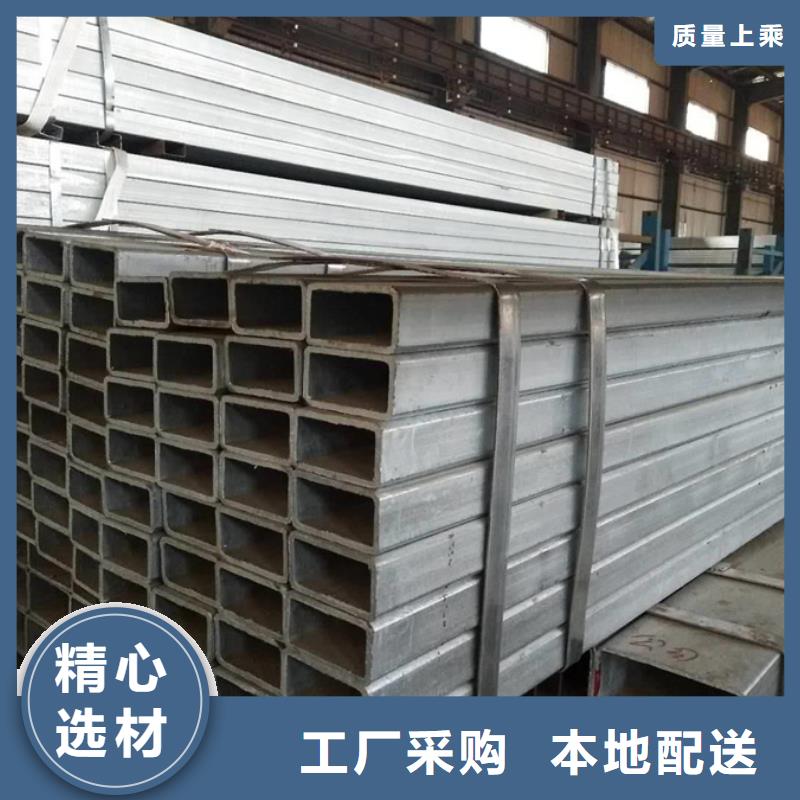
华尔网热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。


