

想知道PE燃气管CPVC电力管重信誉厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:PE燃气管CPVC电力管重信誉厂家的图文介绍

润星电力管材有限公司
润星电力管材有限公司优异的 海南海口DN110mpp电力管产品和卓越服务受到广大用户的青睐与国内外广泛赞誉,成为值得尊敬和信赖的合作伙伴。始终坚持“诚信立业,追求卓越,合作共赢,共同发展”,竭诚欢迎各界朋友来厂参观指导,洽谈业务。我们愿与您携手共进,互惠双赢,共创未来!



两管端经铣削后,其对接 间隙应不大于0.5mm,否则应进行必要的调整并重新铣削,直到满足以上要求为止。3)热熔连接的焊接参数应符合管材、管件生产厂家的要求。4)热熔连接的焊接接头应在保压状态下自然冷却,冷却过程中不得移动和施加外力。热熔连接的焊接接头连接完成后,应按下列要求进行外观检验及10%翻边切除检验。1)、外观检验应符合以下要求:A、接头应具有沿管材整个圆周平滑对称的翻边,翻边 处的深度不应低于管材表面;B、对接错位量不应超过管材壁厚的10%且不大于3mm,沿相邻两组件翻边的外圆周的任何一处都不应超过该值。2)、抽取10%的焊口作翻边切除检验应符合以下要求:A、翻边应是实心和圆滑的。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。



对其抽真空或者对其充入氮气,从而避免管件的电热丝受到污染或者产生氧化问题而影响质量。第二,使用前必须用万用表测量,确认电阻丝、接线柱及整个管件的线路是连通的。在电熔套筒连接这一施工中,其管材在插入时必须与套筒中位隔相接触,并且一定要到位。通常要做到这一点,需要在管材上对其进行划线,予以一定的准确性。而对于电熔鞍形连接施工,则需要关注其施工夹具在实际施工中的正确使用方法。第三,在电熔焊接施工中,特别是采取电熔套筒连接方式时,很多情况下都是在沟下进行作业。因此,我们一定要注意管材插入套筒的时候,务必保持其自然平直,从而避免应力的发生。现在很多焊接问题都是这一原因导致的,必须给予足够重视。第四,在焊接前要将插入部分的管材表面的氧化皮刮掉。
否则将影响焊接质量。第五,性能检测,同热熔对接一样,在正式施工前,应焊接几个样品进行性能检测,样品包括电熔套筒,电熔弯头,电熔三通等,经检测各项性能指标均能达到 标准要求方能正式施工。4.2电熔焊接接口的质量检验这一方面的质量检验有两种,即外观上的检验以及破坏性试验。4.2.1外观上的检验 ,要确认其接口周围是否存在显著的刮削痕迹问题;第二,确认电熔管件是否处在定位线的中间位置上;第三,确认熔合指示针是否已经升起,通常升起的高度不低于2毫米。第四,确认管件的两端是否存在熔解胶料的流出现象。4.2.2破坏性试验这一试验就是指对电熔接口进行压扁试验。 ,对管道或者配件的接口以及两边长大概为300毫米的管道进行垂直分割。
形成两个部分;第二,把其中分割出来的一部分管道横放在台钳之上;第三,使用台钳对管道进行压扁,一直到两边内壁出现紧贴现象,持续10min;第四,对熔合接面进行检查,确保其没有出现裂缝问题。5PE燃气管焊接质量有效管控的其他建议不管PE燃气管采用哪一种焊接方式,都需要对工作人员进行培训,确保其持证上岗。在施工之前,必须评定PE燃气管道焊接工艺。在焊接中需要使用的有关管件管材、焊接机具等,应该保持干爽。同时,焊接端口要保持平整清洁,已经刮削应用在焊接中的连接面也需要确保没有受到污染。如果PE管件的聚乙烯制造原料的级别与熔体流动速率并不一致,在标准尺寸比也不一致的情况下,在PE燃气管道连接施工中,都应该采取电熔连接这一方式。
否则将影响焊接质量。第五,性能检测,同热熔对接一样,在正式施工前,应焊接几个样品进行性能检测,样品包括电熔套筒,电熔弯头,电熔三通等,经检测各项性能指标均能达到 标准要求方能正式施工。4.2电熔焊接接口的质量检验这一方面的质量检验有两种,即外观上的检验以及破坏性试验。4.2.1外观上的检验 ,要确认其接口周围是否存在显著的刮削痕迹问题;第二,确认电熔管件是否处在定位线的中间位置上;第三,确认熔合指示针是否已经升起,通常升起的高度不低于2毫米。第四,确认管件的两端是否存在熔解胶料的流出现象。4.2.2破坏性试验这一试验就是指对电熔接口进行压扁试验。 ,对管道或者配件的接口以及两边长大概为300毫米的管道进行垂直分割。
形成两个部分;第二,把其中分割出来的一部分管道横放在台钳之上;第三,使用台钳对管道进行压扁,一直到两边内壁出现紧贴现象,持续10min;第四,对熔合接面进行检查,确保其没有出现裂缝问题。5PE燃气管焊接质量有效管控的其他建议不管PE燃气管采用哪一种焊接方式,都需要对工作人员进行培训,确保其持证上岗。在施工之前,必须评定PE燃气管道焊接工艺。在焊接中需要使用的有关管件管材、焊接机具等,应该保持干爽。同时,焊接端口要保持平整清洁,已经刮削应用在焊接中的连接面也需要确保没有受到污染。如果PE管件的聚乙烯制造原料的级别与熔体流动速率并不一致,在标准尺寸比也不一致的情况下,在PE燃气管道连接施工中,都应该采取电熔连接这一方式。



管道吹扫与一般管道吹扫相同,主要采用 式吹扫,可以分段进行,介质为无油压缩空气,压力不应超过管道的工作压力。PE管道系统在投入运行之前应进行压力试验。压力试验包括强度试验和水密性试验。测试时一般采用水作为试验介质。在排除待测试管道内的空气后,以稳定的升压速度将压力提高到要求的压力值。压力表尽可能放置在该管道的 处。开始时,应将压力上升到工作压力并停留足够的时间保证管道充分膨胀,这一过程需2—3 小时,当系统稳定后,将压力升到工作压力的1.5 倍,稳压1 小时,仔细观察压力表,并沿管线检查,如果在测试过程中并无肉眼可见的泄漏或发生明显的压力降,则管道通过压力试验。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
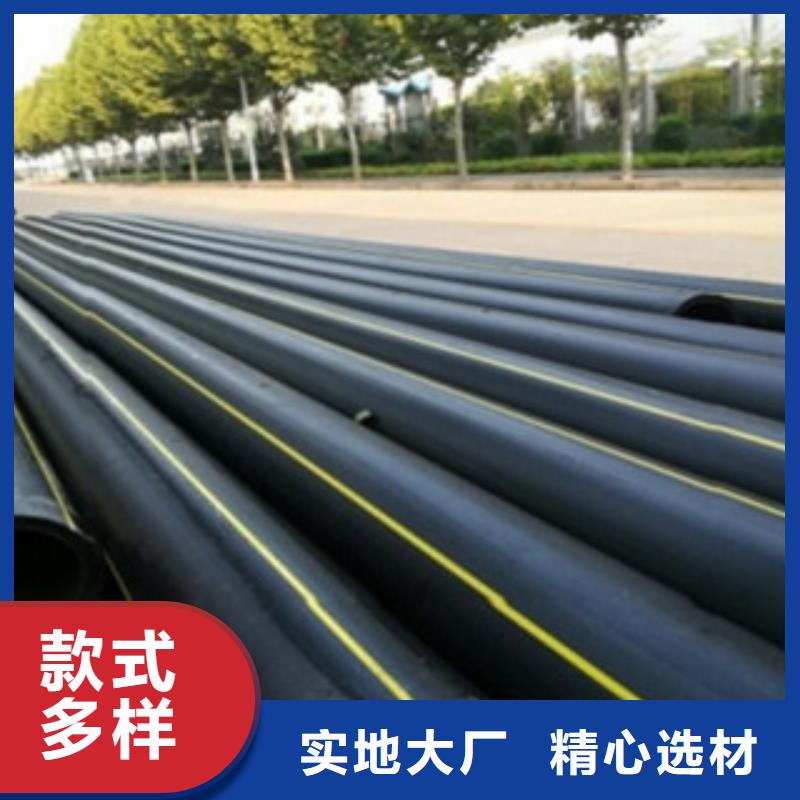
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。
水密性试验的压力应为工作压力的1.15 倍,当管道压力达到试验压力后,应保持一定的时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24 小时,如果没有明显的泄漏或压力降则通过水密性试验。每台焊机配备焊工2 人,配合人员包括电工2~6 名,若PE 管管径大于200mm 时,配合人员应增加到8~10 人。带电设备必须有可靠的接地,防止触电。预热过程中,不能触碰加热板,防止烫伤。焊接操作人员、电工必须经培训后上岗。采用本工法施工,由于操作简单,经培训后即可上岗。由于管材较轻,基本不使用机械吊装,节约费用,缩短施工工期。施工设备少,机动灵活,降低工人劳动强度,适于野外作业,同时设备购置成本低,利用率高,经济效益明显。
PE管生产厂家必须建立严格的原料供方评价程序,选择合适的原料并根据原料的检测情况进行恰当的处理。高品质聚乙烯压力管材的生产对设备的综合输出能力依赖性很强,管材生产厂家在设备选型时必须充分调研论证,才能选择到性价比较高的设备。PE 管生产厂家应该建立严格的操作规程和工艺规程并加强过程和控制力度,才能达到既控制管材的质量又合理降低生产成本的目的。压力管材的工艺设定以及生产过程中质量问题的解决需要大量的生产经验,这就要求厂家大量积累原始数据,并进行分析和总结,并指导生产,以实现产品质量的稳步提高。
PE燃气管耐腐蚀。聚乙烯是惰性材料,除少数强氧化剂外,可耐多种化学介质的 侵蚀,无电化学腐蚀,不需要防腐层。PE燃气管主要采用熔接连接(热熔连接或电熔连接),与橡 胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄露的危险。可有效抵抗刮痕造成材料的应力集中,大大降低管 道破坏的可能。PE燃气管是一种高韧性的管材,其断裂伸长率一般超过500%, 对管基不均匀沉降的适应能力非常强。也是一种抗震性能优良的管道。

