


无论您是初次接触还是已经熟悉,我们的复合耐磨板哪里卖产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:复合耐磨板哪里卖的图文介绍


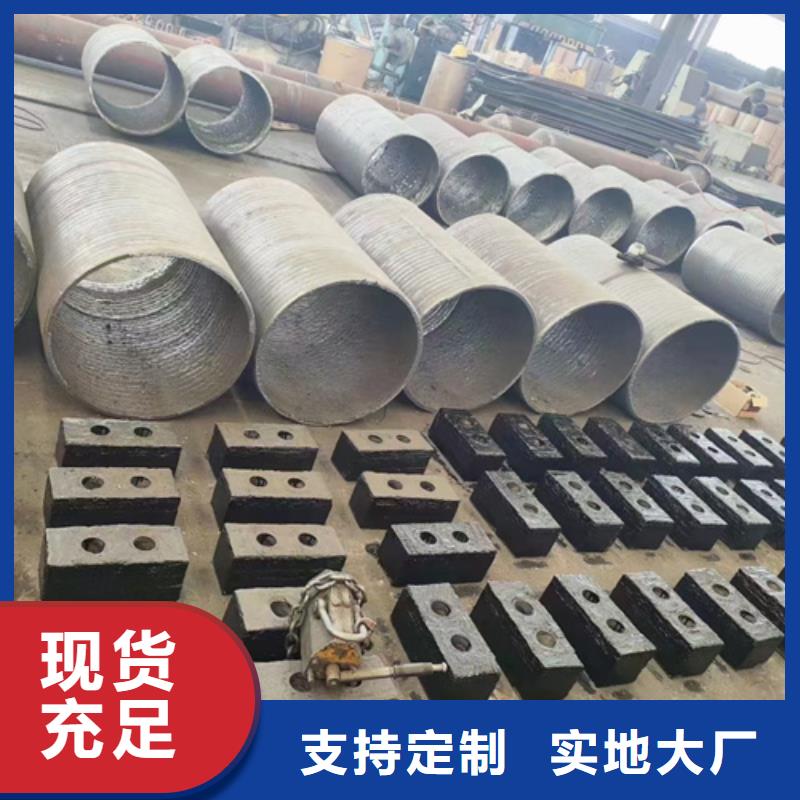
常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板



磨损分析2.1受力分析钻箱在运动过程中受偏载力的现象很严重,而且导向板接触面上受到的力很不均匀,且从中部到下边缘的力从零均匀增加到大值q。由于导向板边缘受到的力大,且在运动过程中存在很严重的磨粒磨损现象,导致导向板的边缘很容易受到磨损。接触面上的摩擦系数如增大,载荷和比压也都会随着增大,磨损现象也会加重;但是当材料发生变化时,其受到的载荷和比压也都不同。可见如在同样的工况下,导向板的材料因素是影响其磨损速度的主要原因。经过力学方面的分析,可以得出如在同样的工况下,材料的力学性能和是影响导向板磨损速度的主要因素。2.2分析使用布氏硬度机,检测现有导向板材料和钻架主体材料的HB值。可以测出现有导向板材料的HB平均值为110,而钻架主体材料的HB平均值为200,后者的硬度是前者硬度的1.7倍,为典型的软材料和硬材料的配对摩擦副。现役导向板材料与钻架主体材料的硬度差很大,很可能是导致现有导向板材料不足的重要原因。复合耐磨钢板


自成立以来,【多麦金属】高锰耐磨耐候钢板生产厂家一直专注于【吉林通化耐磨450钢板】的品牌形象。经过市场的多年积淀,公司在【吉林通化耐磨450钢板】产品研发方面取得了大量成果,在生产工艺、质量控制、销售服务等方面获得了很大进步。目前,我们已成为自主创新的典型企业,受到广泛认可,赢得了较高声誉。
我们实施严格的质量管理体系,每项【吉林通化耐磨450钢板】工作从细节开始、分工明确、率生产、服务全球。目前客户已超过500多家,遍及国内所有省份。




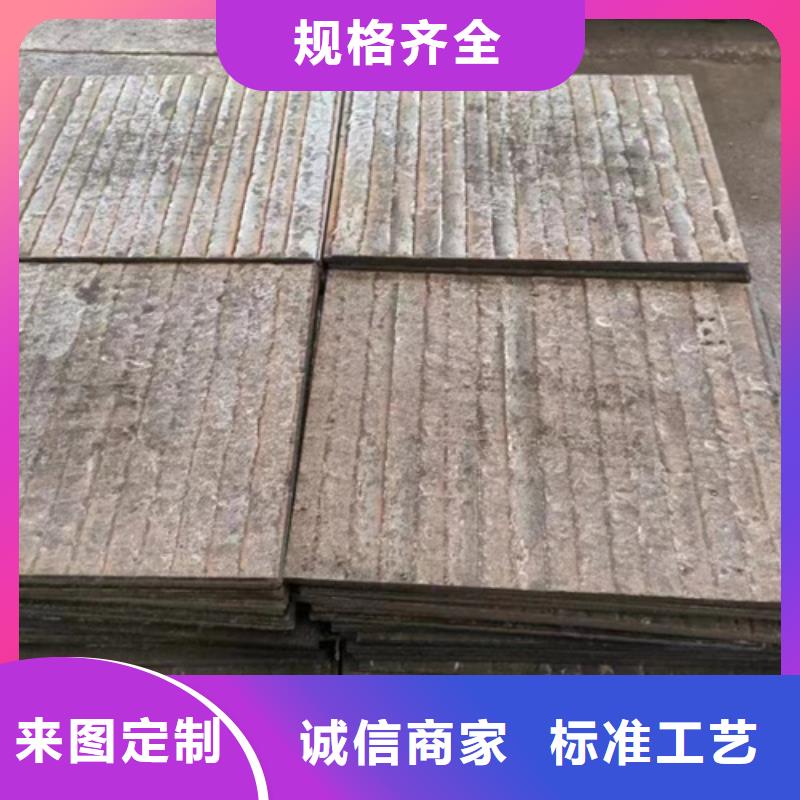
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、吉林通化本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板


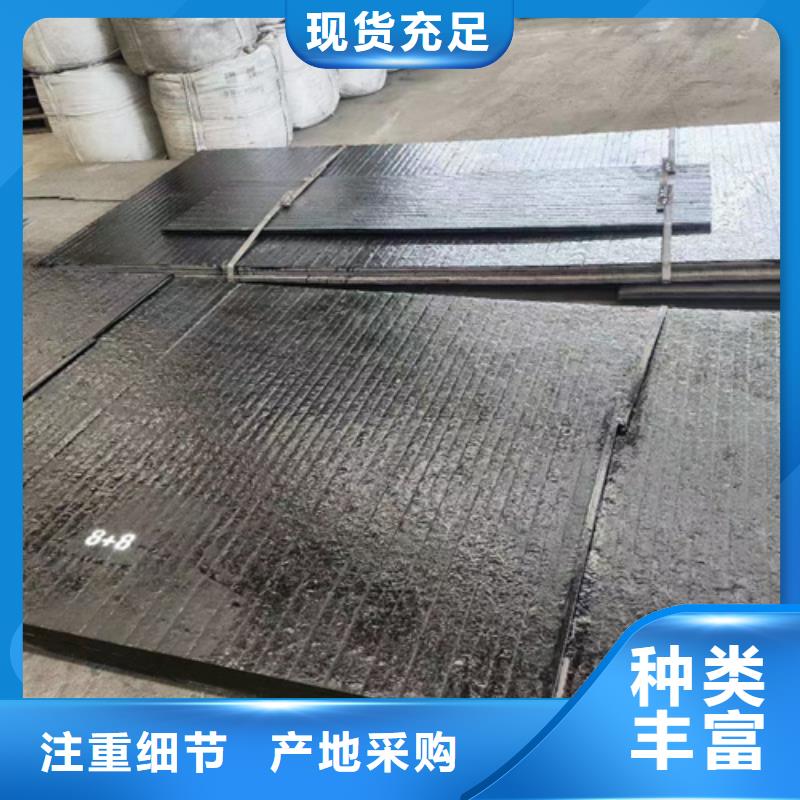
复合耐磨钢板的合金耐磨层的化学成分中碳含量达4~5%,铬含量高达25~40%,其金相组织中Cr7C3碳化物的体积分数达到50%以上,宏观硬度为HRC56~65,碳化铬的硬度为HV1400~1800。由于碳化物成于磨损方向相垂直分布,即使与同成分和硬度的铸造合金相比较,耐磨性能提高一倍以上。与几种典型的材料耐磨性对比如下:(1)与低碳钢;20~25:1(2)与铸态高铬铸铁;1.5~2.5:1复合耐磨钢板的耐磨性能更好,适用于选粉机叶片,选粉机长期受各种物料粉渣的冲刷磨损,如果叶片质量不好,很容易造成叶片的磨损,导致叶片重量不一致。叶片固定螺栓松动。安装不正,产生向上或向下偏斜,很容易让叶片打坏甚至脱落,用KNM60制作的选粉机叶片,耐磨性能提高,不易损坏,降低了设备维修或更换叶片的成本。



