





为了让您更地了解我们的钢筋笼绕筋机-钢筋弯曲中心买的放心产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:钢筋笼绕筋机-钢筋弯曲中心买的放心的图文介绍

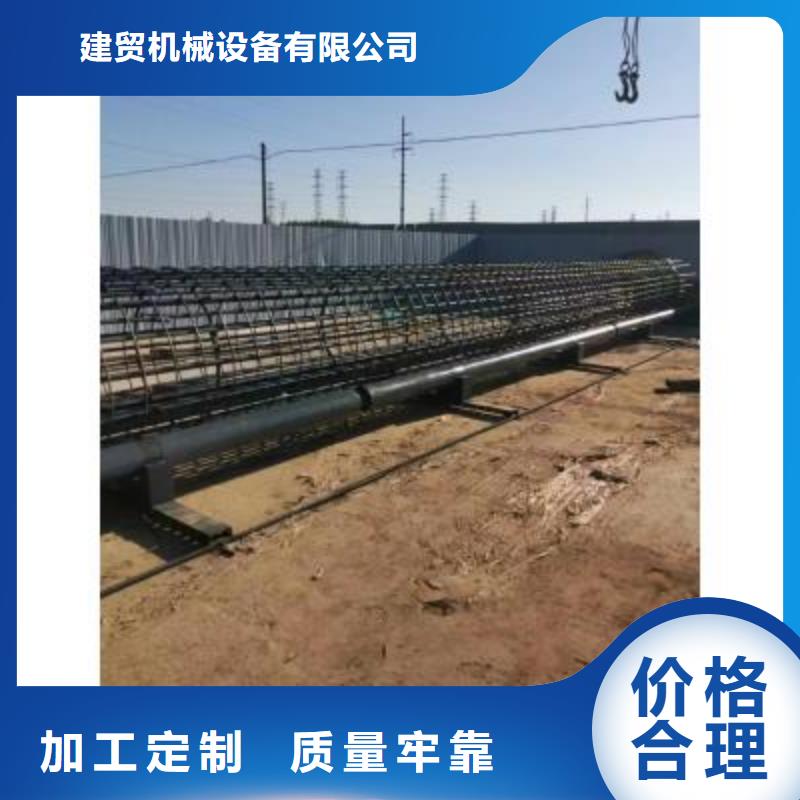
钢筋笼绕筋机
3 箍筋不需搭接,较之手工作业节省材料 1% ,降低了施工成本。
4 由于主筋在其圆周上分布均匀, 多个钢筋笼搭接时很方便, 节省了吊装时间。
使用范围
钢筋笼滚焊机适用于直径为Φ 400~2000mm钻孔灌注桩钢筋笼制作。
特别是钢筋直径比较大, 钢筋笼成型精度要求较高的钻孔灌注钢筋笼制作。
场地布置整个生产区域在布局上,主要有四个部分,设备区、箍筋存放区、主筋原料区、钢筋笼成品区, 要充分考虑各种原料及成品的移动及存储方便。
3 箍筋不需搭接,较之手工作业节省材料 1% ,降低了施工成本。
4 由于主筋在其圆周上分布均匀, 多个钢筋笼搭接时很方便, 节省了吊装时间。
使用范围
钢筋笼滚焊机适用于直径为Φ 400~2000mm钻孔灌注桩钢筋笼制作。
特别是钢筋直径比较大, 钢筋笼成型精度要求较高的钻孔灌注钢筋笼制作。
场地布置整个生产区域在布局上,主要有四个部分,设备区、箍筋存放区、主筋原料区、钢筋笼成品区, 要充分考虑各种原料及成品的移动及存储方便。


地笼钢筋绕笼机 云南昆明数控钢筋笼绕筋机设备操作说明在钢筋笼成型机的操作中,主要是好两个参数:即速度和行走速度。这两个速度的调节,主要是制作的速度和螺距。1. 速度的:本机的速度为1~4转/分钟,速度的主要是为了适应工人的操作速度,一般来说,对于熟练地人员,一般可调节速度为上限,同时,速度的也与钢筋笼的直径有关,直径大的速度低,直径小的速度高; 2.盘速度的:一般在速度调定后,再调节速度。速度主要是箍筋的螺距。本机的速度为350~1600mm/分钟。需要较小螺距时需速度,需要较大螺距时需速度。 3.两个速度的:首先根据操作人员的熟练程度调节速度(每分钟焊接点数量=主筋数量×速度),然后根据绕筋螺距调节行走速度。 4.钢筋笼的焊接时间=钢筋笼长度/行走速度,例如:一个12米的钢筋笼,行走速度为600mm/min,则理论焊接时间为12/0.6=20分钟。实际操作中,由于两端不会完全焊满,故实际焊接时间比理论时间短。钢筋笼滚笼机



建贸机械设备有限公司不仅在发 云南昆明五机头钢筋弯箍机市场及行业中有着良好的声誉,在公司管理上更有着系统的组织架构,的管理团队,积j i向上的工作氛围,以及为实现新的战略目标同心协力的员工。


钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。

