




准备好领略地滚机制造厂商产品的风采了吗?我们的视频将带您领略产品的每一个细节,从外观到内在,从功能到性能,让您了解它的独特之处。
以下是:地滚机制造厂商的图文介绍



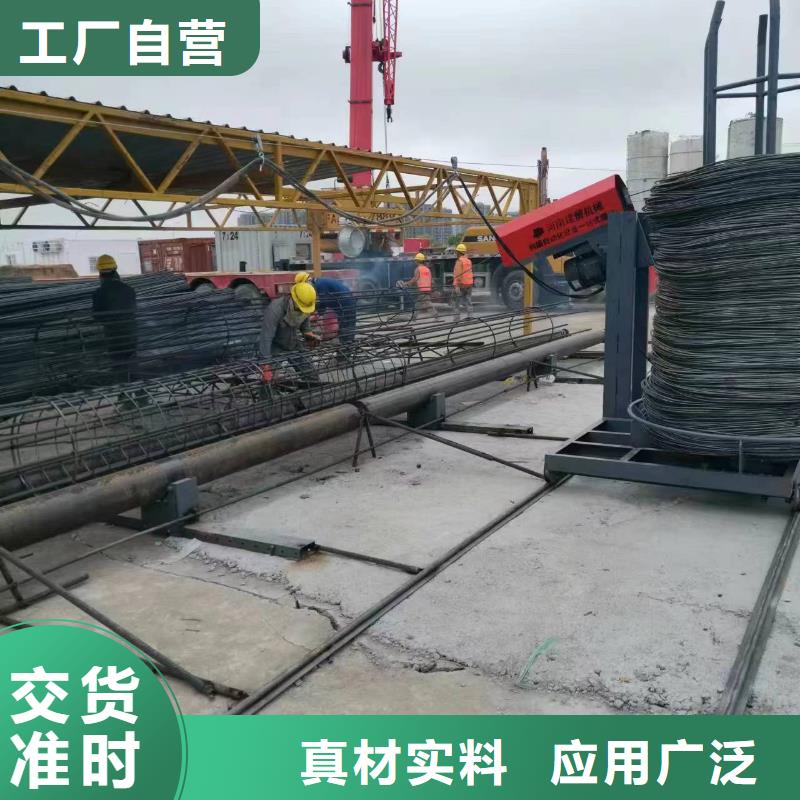
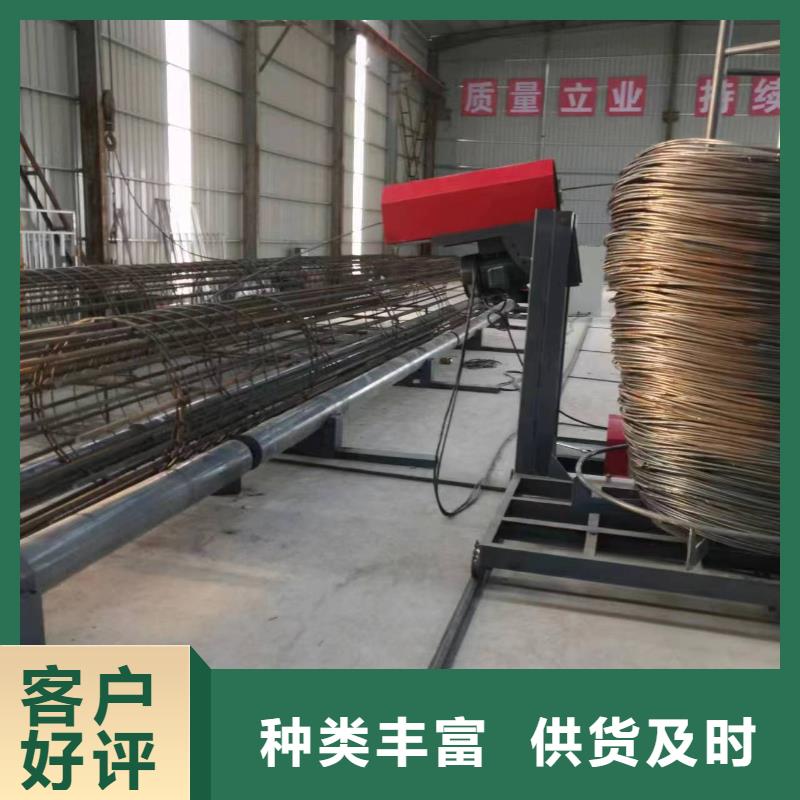
全自动数控山东烟台钢筋笼绕筋机构说明1.折弯成型机构:本站主要负责箍筋的成型。将送至的钢筋弯折成我们所设定的形状。本站的动力来源是一个伺服马达。可以正反双向弯折钢筋,可控制芯轴伸缩,上下以及更换芯轴大小。2.快速剪切机构:本站主要负责钢筋成型后的剪切。由马达和气动刹车离合构成。在剪切后瞬间完成剪切。方便快捷。3.垂直整直机构:本站主要是钢筋的垂直方向直线度。采用的是对辊式的调直。只需各组滚轮的深浅程度,就可以很方便的调直钢筋的垂直方向。4.自动送料机构:本站主要负责钢筋在弯箍中的送线。由伺服马达带动两组滚轮完成送线的。准确而快捷。5.水平整直机构:本站主要是钢筋的水平方向直线度。本机构配有自动入料装置,由汽缸缸来压紧滚轮的前进和后退,滚轮由电机驱动,该电机的作用带动钢筋入料。6.放线架:放线架作用是存放待加工的线材。分为型和加重型两种:型:放线架总高1600MM,中心直径为400MM外圆为1600MM,,可存放500公线材。7.整机操作台:本机控制台,由专用CNC和按钮开关组成。CNC具有自动生成图形,计数等功能操作界面图形化更加直观,人性化易操作。自动识别故障和功能可以更加方便快捷的设备



建贸数控钢筋笼滚焊机厂家有限公司以先进的 山东烟台钢筋笼滚焊机技术、的设备、上乘的质量、满意的服务及良好的信誉,与广大用户真诚合作,谋求共同发展,真诚地欢迎各界人士前来我公司洽谈合作,共创辉煌!



钢筋笼全长9米时一般用两根过渡箍,缠绕筋起点位置为前端,在前端外套入一个过渡箍,避免在缠绕区内。末端在钢筋笼尾部胶辊靠前面位置套入一个过渡箍,当缠绕筋工作到附近时,用手掌推动过渡箍向后移动,(注意:不能用手抓过渡箍,此时过渡箍是旋转状态,容易对人造成伤害。)直止过渡箍退出钢筋笼。前端过渡箍也可如此。山东烟台钢筋笼绕筋机12米以上,或者单节钢筋笼较重时,骨架中间加焊1、山东烟台当地2圈缠绕筋替代第三个过渡箍。或直接中间开始绕筋,另半截笼前面向中间缠绕连接完成。所以三个过渡箍的中间一个箍应置放在中间靠后面的地方,借以减少冲击振动。退出辊轮并过渡到后面辊轮的方法--将过渡箍向后面推压,让过渡箍顺胶辊旋转到上面直到全部退出。准备台架;若采用骨架直接滚进辊轮内档(小型钢筋笼),骨架制作台架高度与设备同高。机器上骨架制作过程;备齐一节钢筋笼所需箍筋按位置平放两辊轮上,将一根主筋抬放于辊轮长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。焊完一节主、山东烟台当地箍筋,低速转动胶辊,抬二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊完全部主筋。



搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、山东烟台单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。山东烟台钢筋笼绕筋机当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、山东烟台压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、山东烟台为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
