

以下是:【合金管薄壁无缝钢管制造生产销售】的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
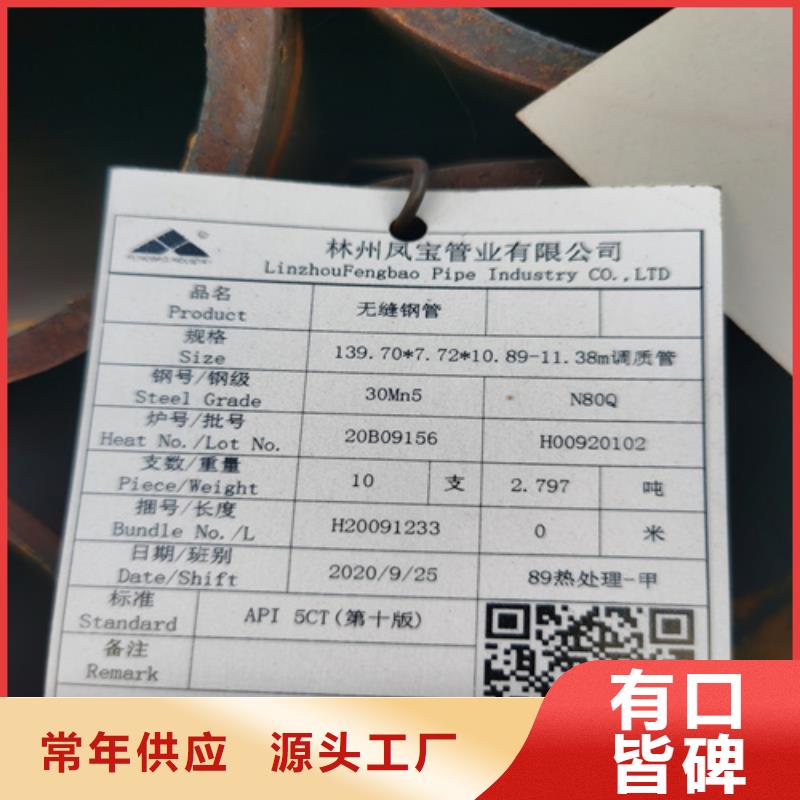
| 执行标准 | GB/T5310-2017 |
| 主要材质 | 16-50Mn、27SiMn、20-40Cr、12-42CrMo12Cr1MoV T91 27SiMn 30CrMo 15CrMo 20G Cr9Mo 10CrMo910 15Mo3 15CrMoVG 35CrMoV 45CrMo |
| 长度 | 6-12.5米 |
| 钢厂 | 上海宝钢 衡阳华菱 常宝 安徽天大 双羊 鞍钢 冶钢等 |
| 交货方式 | 过磅 |
| 使用环境 | 用于低中压锅炉(工作压力一般不大于5.88Mpa,工作温度在450℃以下)的受热面管子;用于高压锅炉(工作压力一般在9.8Mpa以上,工作温度在450℃~650℃之间)的受热面管子 |
| 用途 | 合金管在石油、航天、化工、电力、锅炉、军工等行业的用途比较广泛 |
以下是:【合金管薄壁无缝钢管制造生产销售】的图文视频



【导语】:【合金管薄壁无缝钢管制造生产销售】,多鑫天德实业发展有限公司为您提供【合金管薄壁无缝钢管制造生产销售】,联系人:张经理,电话:0635-8584444、18663599797,QQ:2585574105,请联系多鑫天德实业发展有限公司,发货地:聊城东昌府区易联机械4楼408-409发货到河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市 衡水市所辖冀州为九州之首。河北省称冀,也缘于此,涌现出了董仲舒、孔颖达、高适、孙犁等知名人物。衡水市地处河北冲积平原,地势自西南向东北缓慢倾斜,海拔高度12-30米。属大陆季风气候区,为温暖半干旱型。
一分钟的时间,对于了解我们的【合金管薄壁无缝钢管制造生产销售】产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:【合金管薄壁无缝钢管制造生产销售】的图文介绍

多鑫天德实业发展有限公司的质量方针是:以市场为中心,加强 河北衡水Q345D无缝钢管质量保障,开拓 河北衡水Q345D无缝钢管技术创新,满足客户需求!
我们的服务宗旨是:诚实、信用、品质优、起货快、交货准!
欢迎广大新老客户惠顾合作!



高压合金管的主要生产流程:管坯及坯加热、管坯的穿孔、钢管的延伸。
高压合金管的轧制、钢管定径与减径、钢管的冷却和精整 或者可以说是 钢胚的加热 穿孔 热扎 酸洗 冷拔 碳烧 切头 喷标 包装 成品一种无缝钢管的制造方法,其特征在于:设置将具有多个轧辊的轧制机座、以互相不同的轧制方向连续配置多台的芯棒式无缝管轧机,在这样的制造生产线上对无缝钢管进行轧制后,在多点上测定轧制后的钢管圆周方向上的壁厚,根据其测定结果,至少分别控制芯棒式无缝管轧机的终轧制机座上的轧辊各个轴的两端位置,以便使壁厚不均达到小。
一般合金管,高压合金管简称无缝钢管,用普通碳素钢、优质碳素钢、普通低合金钢和合金结构钢制造,用于制作输送液体管道或制作结构、零件用。
高压管按外径和壁厚度供货,在同一外径下有多种壁厚,高压管承受的压力范围较大。
通常钢管长度,热轧管为3-12.5m,冷拔(轧)管为1.5-9m。



1Cr5Mo合金管,钢号开头的两位数字表示钢的碳含量,以平均碳含量的万分之几表示,如40Cr。
制造工艺 1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库


P91合金管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密 P91合金管《表面质量》参照GB3639-83。
5、化学成分检验
5.1、按化学成分和机械性能供应的国产P91合金管,如10、15、20、25、30、35、40、45和50号钢的化学成分应符合GB/T699-88的规定。进口P91合金管按合同规定的有关标准检验。09MnV、16Mn、15MnV钢的化学成分应符合GB1591-79的规定。
5.2、具体分析方法参照GB223-84《钢铁及合金化学分析方法》的有关部分。
5.3、分析偏差参照GB222-84《钢的化学分析用试样及成品化学成分允许偏差》。
6、合金管的焊接工艺
为增大氩气保护区和增强保护效果,可采用大直径焊枪瓷嘴,加大焊枪氩气流量。当喷嘴上有明显阻碍氩气气流流通的飞溅物附着时。必须将飞溅物或更换喷嘴。当钨极端部出现污染,形状不规则等现象时.必须修整或更换。钨极不宜伸出喷嘴外。焊接温度的控制主要是焊接速度和焊接电流大小的控制。试验结果表明,大电流、快速焊能有效防止气孔的产生。这主要是由于在焊接过程中以较快速度焊透焊缝,熔化金属受热时间短,吸收气体的机会少。



【总结】:【合金管薄壁无缝钢管制造生产销售】,多鑫天德实业发展有限公司专业从事【合金管薄壁无缝钢管制造生产销售】,联系人:张经理,电话:0635-8584444、18663599797,QQ:2585574105,发货地:东昌府区易联机械4楼408-409,以下是【合金管薄壁无缝钢管制造生产销售】的详细页面。














