

联系我们

当前位置:
聊城 航萧管件有限公司 >宜春当地今日推荐News
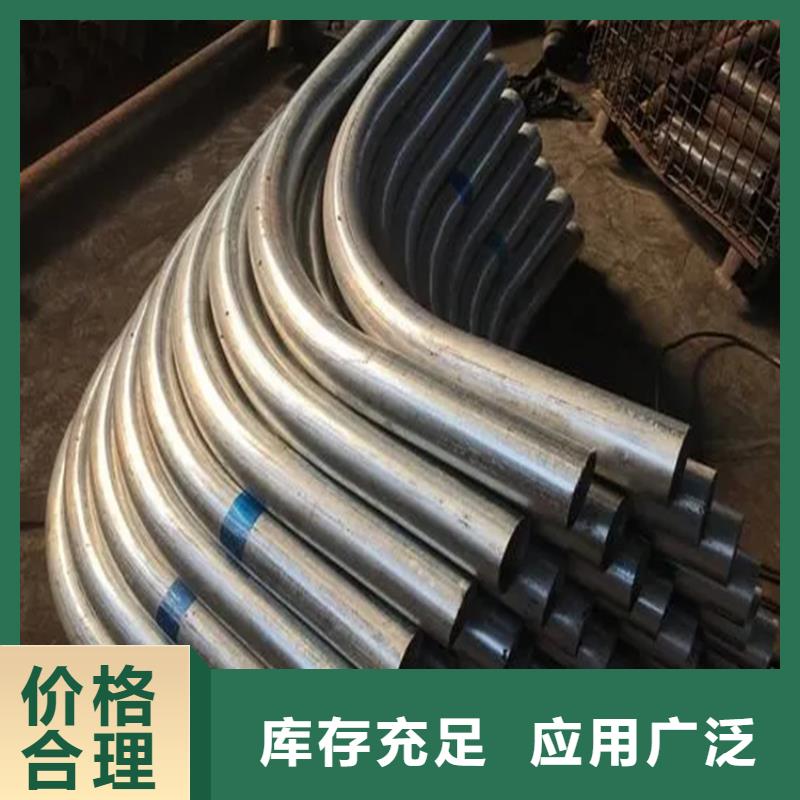
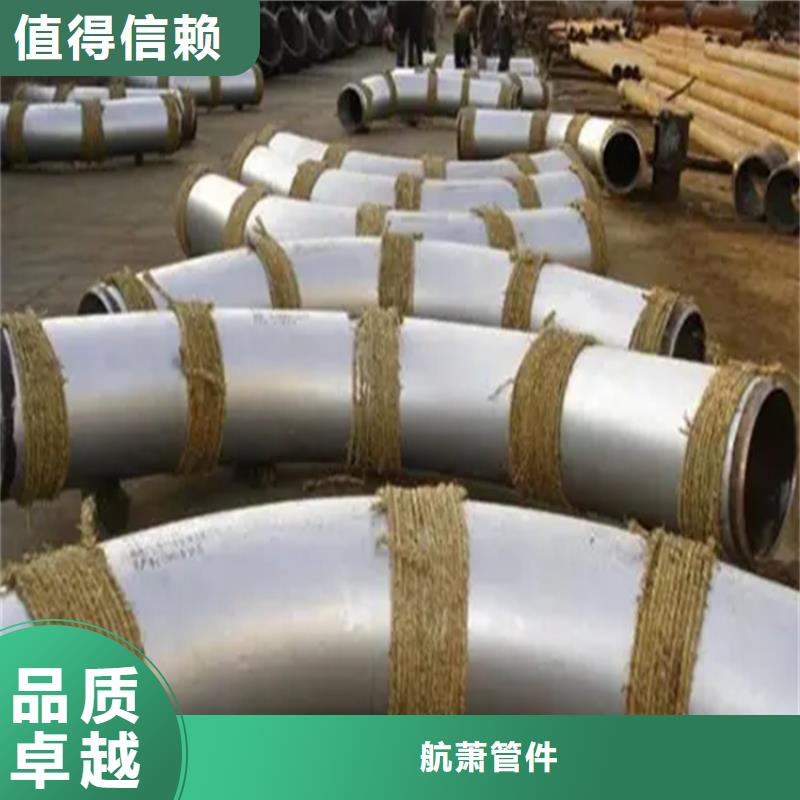
弯管【弯管生产厂家】出货及时
更新时间:2025-02-07 14:35:16 浏览次数:3 公司名称:聊城 航萧管件有限公司
以下是:弯管【弯管生产厂家】出货及时的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 100/吨 |
| 发货期限 | 5 |
| 供货总量 | 40 |
| 运费说明 | 协商 |
| 最小起订 | 1 |
| 质量等级 | 1 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 航萧管件 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 按图纸加工 |
| 产品型号 | 齐全 |
| 产品重量 | 10 |
| 适用领域 | 锅炉,桥梁,体育场 |
| 工作温度 | 10 |
以下是:弯管【弯管生产厂家】出货及时的图文视频




您是想要在江西省宜春市采购高质量的弯管【弯管生产厂家】出货及时产品吗?航萧管件有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的弯管【弯管生产厂家】出货及时产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:宋经理-17306359888,QQ:46564996,地址:《聊城经济开发区崂山路物流院内发货到江西省 宜春市 袁州区、奉新县、万载县、上高县、宜丰县、靖安县、铜鼓县、丰城市、樟树市、高安区》。 江西省,宜春市 宜春市,江西省辖地级市,古称袁州,位于江西省西北部。是长江中游城市群重要成员,赣湘鄂区域中心城市、全国锂电新能源产业基地、全国养生基地。2023年,被评为三线城市。总面积1.87万平方公里;市政府驻袁州区,辖袁州、樟树、丰城、靖安、奉新、高安、上高、宜丰、铜鼓、万载10个县市区和宜春经开区、宜阳新区、明月山温泉风景名胜区3个功能特色区。截至2022年底,宜春市常住人口496.97万人。
我们精心制作的弯管【弯管生产厂家】出货及时产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:弯管【弯管生产厂家】出货及时的图文介绍

在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!


z u i近几年随着效益的增长,公司规模日益增大, 江西宜春弯管产品成功销往天津、辽宁、江苏、上海、浙江、福建、河南、山东、陕西、山西、广东、广西等全国30多个省市,航萧管件有限公司愿以优良的产品,优质的服务,让您用优惠的价格、快捷的方式买到放心的产品,与国内外新老客户共创辉煌!




弯管机日常使用中如何避免故障发生 在科技技术逐渐发达的今天,我国的弯管机设备同样在对于液压弯管机与全自动弯管机和切管机以及缩管机等管材加工机械在质量与技术方面现在已经日渐成熟稳定了,不会像过去因为某个新产品新技术的诞生,我们都是处于摸索的状态,所以机器的性能稳定方面是比较脆弱的,但是今天的管材加工设备都是处于稳定而常规化了,所以在购买机床后只要您认真保养好机床,是可以很长久的使用的。 但是弯管机会在日常使用中,常常出现哪些问题呢?其实这些问题我们早在前面的日志技术文章中也有提起过,今天我们在老话常谈,通常会出现问题的有液压区域,由于机器在弯管时,管材采用金属圆锯机切割会留有很多小铁销。这些铁销如果没有被清理干净就直接拿到弯管机中加工弯管,而很多弯管机模具都有带芯棒来弯曲的,因为怕饱满度不够高,所以会出现起皱或者塌陷进去等现象。 这样在弯管机将管材插进芯棒时这些小铁销就会掉出来,而没有被清理掉的铁销会掉入机身内部的油箱里面,我们都知道液压弯管机采用油泵输入液压油靠电磁阀来提供液压动力。所以这些铁销进入油箱后大部分会被我们的进油管里面的滤网所过滤掉,但是也会有小部分铁销会进入到油泵里面,这样被吸入进油泵的铁销就会进入到电磁阀里面,而这些铁销因为无法在电磁阀里流动导致出现液压电磁阀堵塞,而液压油无法流动这样会出现某一对应的动作失灵,导致液压弯管机无法正常工作。 即便出现这种现象也无需慌张,只要根据控制面板上按键来手动按某一动作,再看电磁阀上的指示灯看准是哪一个电磁阀不起作用了,再将电影关闭。然后用一把4mm的内六角扳手,将固定在分油板上的电磁阀拆下。用干净的煤油将电磁阀清洗干净后,用将内部吹干净将里面的铁销清洗出来后,再安装上去就可解决。


现在随着五金行业的不断发展,弯管加工技术越来越重要,在生活中,管材弯曲与板材弯曲都是必不可少的物件,在工艺上来说,固然从变形性质等方面看非常相似,弯曲加工时不仅轻易引起横断面外形发生变化,同时也使壁厚发生变化。 因此,在无锡弯管加工方法、需要解决的工艺难点、产品的缺陷形式和防止措施、弯曲时用的模具及设备等方面,两者之间存在很大差别。我们知道,在纯弯曲的情况下,外径为D,壁厚为S的管子受外力矩M的作用而弯曲时,弯曲变形区的外侧材料受到切向拉伸应力的作用而伸长,从而使外侧管壁减薄:内侧材料则受到切向压应力的作用而缩短,从而使内侧管壁增厚。杭州弯管讲到因为位于弯曲变形区外侧和内侧的材料所受的切向应力,故其管壁的厚度变化也。因此,外侧管壁会过量减薄。当变形程渡过大时,外侧管壁会产生裂纹,内侧管壁会泛起失稳而起皱。 同时,因为弯曲内、外侧管壁上切向应力在法向的协力的作用,使弯曲变形区的圆管横截面在法向受压而产生畸变,即法向直径减小,横向直径增大,从而成为近似卵形。变形程度越大,则畸变现象越严峻。另外,杭州弯管讲到因为从拉应力过渡到压应力的弹性阶段的存在,卸载时外层纤维因弹性恢复而缩短,内层纤维因弹性恢复而伸长,结果使工件弯曲的曲率和角度发生明显变化,与模具的外形和设计要求的外形不一致,造成弯曲回弹现象,降低了弯曲件的工艺精度。



航萧管件有限公司【17306359888】在江西省宜春市本地专业从事弯管【弯管生产厂家】出货及时,价格低,发货快,效果好 ([城市群])可送货上门。