




钢筋笼绕筋机,数控钢筋弯曲中心联系厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:钢筋笼绕筋机,数控钢筋弯曲中心联系厂家的图文介绍
在过去的几年合作中,山东聊城建贸数控钢筋笼滚焊机厂家有限公司由于 山东聊城钢筋笼滚焊机供货及时,质量可靠,受到了各用户单位的一致好评。
未来我公司宗旨:以质量求生存,靠信誉求发展,诚信为本,创新为先,以质取胜。



设备操作人员须经设备供应方的技术人员操作培训方可进行设备操作,要对设备性能进行充分了解。 8.2作业人员在作业前要进行预知,大家一起对操作过程中可能会出现的危险进行设想分析并做好相应对策。 8.3严禁机器运转时,非生产人员靠近设备,要特别注意衣服、手臂被卷入设备中的危险。操作人员不能穿过肥大、有丝带或易被卷入设备的服装进行生产作业,严禁女性操作人员穿裙子进行设备操作,长发者须把头发盘起并固定在帽内。 8.4上料或穿送钢筋须带保护手套。 8.5 严禁用水或压缩空气对电器设备进行冲洗或吹灰。 8.6 严禁用湿布或潮湿刷子对电气柜中的电气器件进行清灰作业。 8.7 严禁非操作人员擅自操作设钢筋笼绕筋机



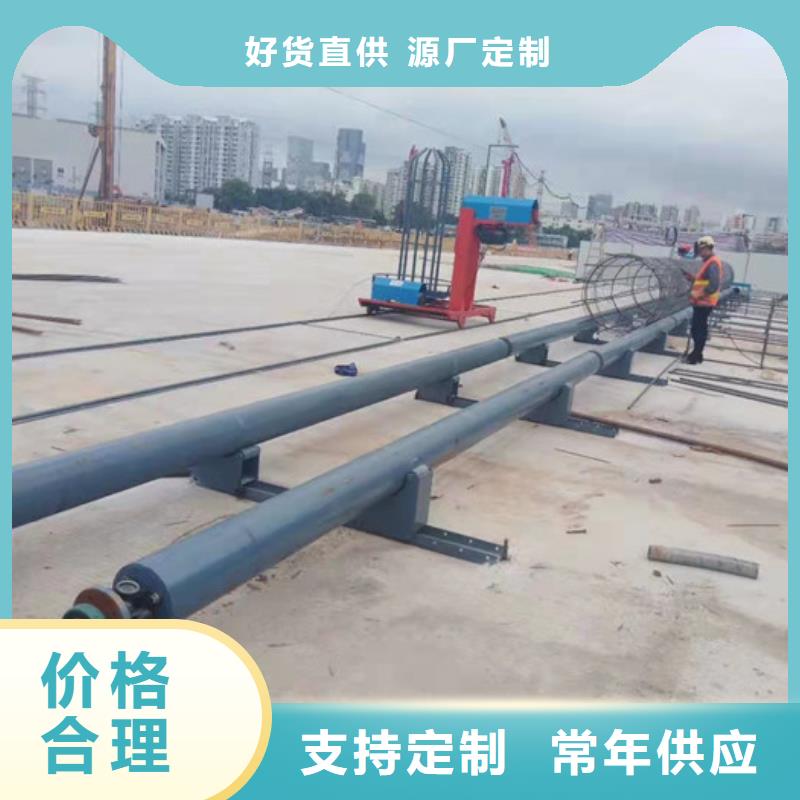
当骨架进入孔口后,应将其扶正徐徐下降,严禁摆动碰撞孔壁。然后,由下而上地逐个解去绑扎钢管的绑扎点及钢筋十字支撑。当骨架下降到第三吊点附近的加强箍接近孔口,可用型钢等穿过加强箍筋的下方,将骨架支承于枕木之上。再起吊第二节骨架,使上下两节骨架位于同直线上进行焊接,焊接时要保证上下主筋顺直,焊接长度单面焊为10d、双面焊5d。焊缝要饱满、无烧伤主筋、无焊渣残留。每一处接头焊接完成,需要自检并且上报监理工程师,合格后方可进行下一道工序。全部接头焊好后就可以下沉入孔,直至所有骨架安装完毕。并在孔口牢固定位,以免在灌注混凝土过程中发生浮笼现象。 吊筋:由测定的孔口标高来计算吊筋的长度,并反复核对无误后再焊接定位筋。吊筋采用Φ10的钢筋制作,采用四点支撑。利用护桩在钢筋笼上拉出十字线,找出钢筋笼中心,并使其与桩位中心重合。然后在定位钢筋骨架顶端的顶吊圈下面插入两根平行的型钢,并将整个定位骨架支托于枕木上。?为了节省钢筋笼焊接时间,现场需保持不少于二台电焊机,分工流水作业。电机电流要适中,不宜过大过小,防止焊接时烧伤钢筋。钢筋笼绕筋机



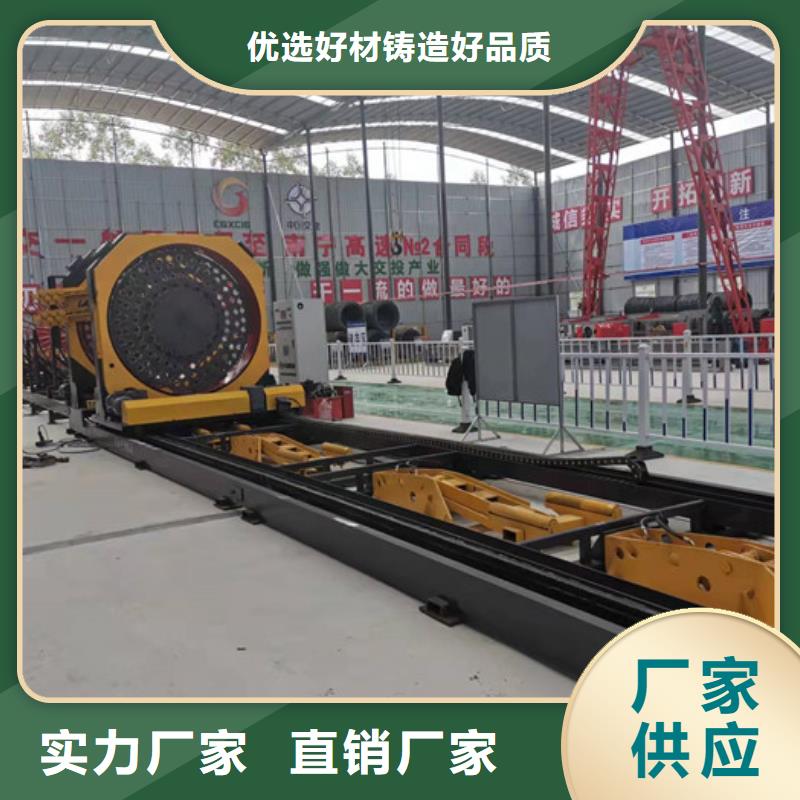
钢筋笼滚焊机 钢筋笼绕筋机 引进欧洲技术,生产效率是人工制作钢筋笼的3-4倍,设备操作工人只需要5-6人,做出来的笼子,间距均匀,焊点饱满、牢固,笼子不散架,基本实现监理免检。 标准化钢筋笼队伍与传统队伍对比: A. 标准化制作钢筋笼 间距均匀,精度高;机械旋转,盘筋与主筋缠绕紧密;先成型后加内加强筋,确保钢筋 笼同心度。 B. 传统制作钢筋笼 尺寸误差偏大;钢筋缠绕不紧,钢筋笼整体松散;内加强筋焊接产生热变形,从而导致钢 筋笼变形;特别是10mm以上绕筋较密时,人工更难保证质量。



箍筋:加强箍筋制作要按图纸尺寸制作,不得进行随意修改;螺旋箍筋,首先调直钢筋,再盘好待用,间距加强区每10㎝一道,一般区域每20㎝一道,误差应控制在规范许可范围内,施工时需注意设计图中螺旋箍筋布置,螺旋箍筋搭接长度为10d。螺旋箍筋以采用点焊方式固定(满布式焊接),如用绑扎方式固定必须全不绑扎到位,绑扎点采用十字行绑扎。?钢筋焊接(主筋):加工场内主筋焊接采用双面搭接焊,同一截面上接头数量不超过50%,采用双面搭接焊时焊缝长为5d;现场采用单面搭接焊,焊缝长为10d,焊缝宽度0.7d,焊缝高度0.3d。加工时需注意顶笼处端部打弯需符合设计要求,打弯钢筋直线长度为4.25d,打弯半径2.5d。为保证轴线一致搭接焊前主筋需预弯4°角,并且预弯长度要保证一致,但不能小于焊接所需长度(10d)。同时为现场焊接方便,弯曲制作时,注意弯曲方向,一般上口为顺时针弯曲,下口为逆时针弯曲。钢筋笼绕筋机
