

准备好领略无缝管管材厂家技术完善产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:无缝管管材厂家技术完善的图文介绍
天津琪钰钢铁贸易有限公司是一家集贸易、加工、配送为一体的服务型公司。我司主要经营 湖北荆州光伏支架等。我们始终坚持以客户为先,客户至上的服务宗旨,尽力为客户提供便利,竭诚为广大新老客户服务。欢迎来电咨询。



期货方面,周五回升,夜盘高位震荡,小幅收涨,期螺涨16收报3619,期卷涨2收报3599,原料端走势弱于成材,铁矿石涨3收报747,焦炭下跌23.5收报1851,焦煤跌2.5收报1190.5。谨防下周有冲高回落的压力。



规格
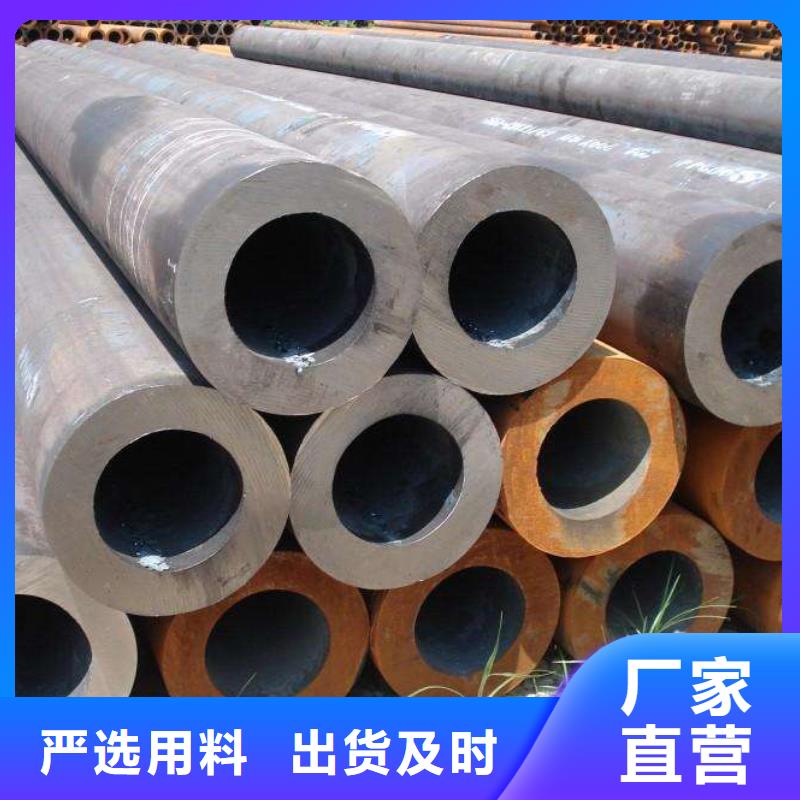
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。
无缝管按GB/T8162-87规定
4.1、规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧(冷拔)管外径5~200mm。壁厚2.5~12mm。
4.2、外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
4.3、钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
4.4、冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
生产
工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装
制造工艺
热轧、冷拔、热扩
按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。


根据国际四大矿山发布的财报数据,2020年,铁矿石预计新增产量为2700万—8600万吨。增产的主力来自淡水河谷,该公司预计2020年将复产3000万吨由于溃坝事件导致停产的产能。此外,其2019年三季报显示前期S11D项目2019年产量约7600万吨,2020年将实现S11D地区的满产,达到9000万吨产能,增加约1400万吨。其它非主流矿基本维持平稳产量,国内矿预计产量变化不大,对市场影响有限。


