

想了解我们的声测管焊接厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:声测管焊接厂家的图文介绍

桩基声测管检测规范都需要注意些什么现在由于全国各地的工程队都在开工,先来的施工人员为了认真负责,经常会有人到网上来搜索桩基声测管的检测规范这样的问题。我们做为一家历史悠久的常见有义务来跟大家介绍清楚这些问题,下边的内容就是这多这方面阐述了我公司的观点。在进行规范检测的时候将多根桩基声测管以两根为一个检测组合。(1)现场规范检测前测定声波监测仪发射至接受系统的延迟时间t。(2)测量时发射与接收探头应同步升降。(3)初步测量点距为40cm,当发现异常时应加密到20cm.(4)选择适当的发射电压和放大器增益。(5)实时显示和记录接收信号的时程曲线。


接触焊是以一对铜电极与被焊接的钢管两边部相接触,感应电流穿透性好,高频电流的两个效应因铜电极与钢板直接接触而得到**利用,所以接触焊的焊接效率较高而功率消耗较低,在高速低精度管材生产中得到广泛应用,在生产特别厚的钢管时一般也都需要采用接触焊。声测管机组焊接的两种方式:接触焊和感应焊。但是接触焊时有两个缺点:一是铜电极与钢板接触,磨损很快;二是由于钢板表面平整度和边缘直线度的影响,接触焊的电流稳定性较差,焊缝内外毛刺较高,在焊接高精度和薄壁管时一般不采用。感应焊是以一匝或多匝的感应圈套在被焊的钢管外,多匝的效果好于单匝,但是多匝感应圈制作安装较为困难。感应圈与钢管表面间距小时效率较高,但容易造成感应圈与管材之间的放电,一般要保持感应圈离钢管表面有5~8 mm的空隙为宜。采用感应焊时,由于感应圈不与钢板接触,所以不存在磨损,其感应电流较为稳定,保证了焊接时的稳定性,焊接时钢管的表面质量好,焊缝平整,在生产如API等高精度管子时,基本上都采用感应焊的形式。焊管机组调试及日常维护注意事项一般来说,焊管机组的制定一定要符合操作规程,操作员在机组运行过程中一定不能和模具进行接触,还要注意把手放在出管方向,避免操作不当对自己的和造成影响。另外焊管机组操作人在操作前要注意检查机组各润滑点是否润滑到位,否则就要注意加用一些润滑油,确保机组能够正常运行和工作。焊管机组使用过程中要注意采用一些耐高温的合成复合铝基润滑脂,这样可以避免焊管机组受到损坏



抚州日升昌钢管声测管厂家本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 700桩尖经验,整合优势,持续改进,不断顺应市场需求,以品质 700桩尖产品及服务回馈社会。



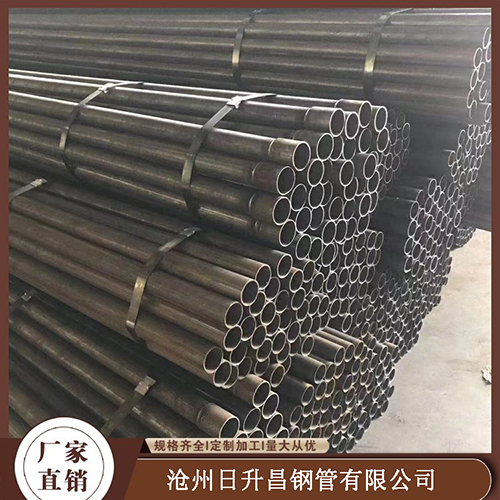
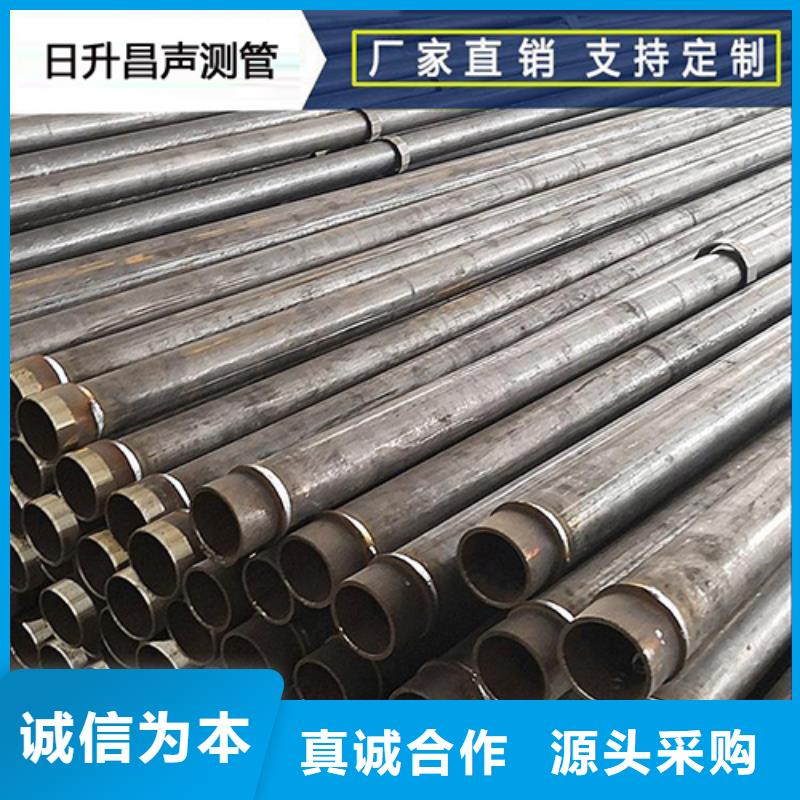
声测管以钢管为主要原料:钢管分为无缝钢管和直缝焊接管。无缝钢管将用于旧的设计图纸,材料为20#钢。但现在常用的声测管是由焊接钢管制成的。焊管的材质为Q235,或是Q195.那么声测管的材质就是Q195-Q235。声测管分为钳压声测管、螺旋声测管和套筒声测管。应用:灌注桩施工,如桥梁、铁路、高速公路、地铁、港口、码头、水电站、大坝、民用住宅等。声学测试管是一种不可缺少的声学测试管。使用声学测试管可以检测桩的质量。声学测试管是超声检测桩时探头进入桩体的通道。它是灌注桩超声检测系统的重要组成部分。桩内预埋模式及桩横截面布置形式将直接影响测试结果。因此,设计时应将声学测试管的布置和埋设方法标记为图纸,施工时应严格控制预埋质量和管壁厚度,以确保检测工作的顺利进行。



