

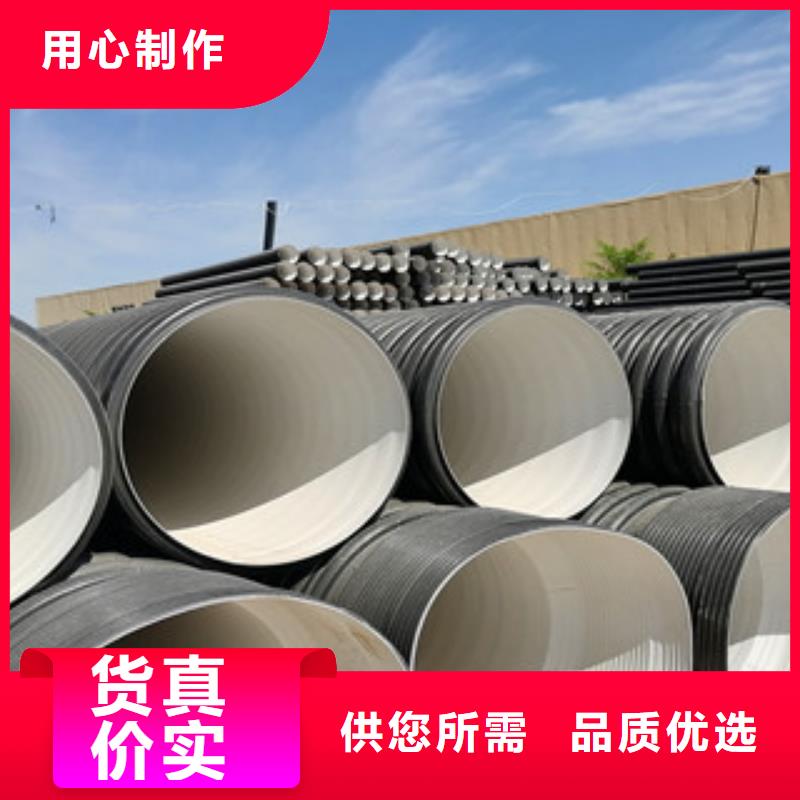


以下是hdpe双臂波纹管库存充足符合标准的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:hdpe双臂波纹管库存充足符合标准的图文介绍

恒塑管道有限责任公司是一家综合性的 云南怒江钢带增强螺旋波纹管厂家。位于郝北镇邓峪村经济开发区,地理位置优越,交通便利,方便客户采购发货,我建立以来不断改善管理方式,所生产 云南怒江钢带增强螺旋波纹管产品均采用优异原材料,生产的产品规格齐全,价格合理,特殊规格都可根据用户要求加工定做。



首先是压力,选购HDPE双壁波纹管时,一定要了解管材应用中的实际工作压力,然后再根据波纹管的公称通径和压力表来选择波纹管的类型;其次是了解双壁波纹管的公称通径,以此来选择接头形式,主要包括法兰连接、螺纹连接和快速接头连接,同时还要选择适合的管材尺寸和长度。
HDPE双壁波纹管的工作环境的温度和范围,注意高温时要按照金属波纹管高温下的工作压力温度修正系数,还要确定温度修正后的压力,以便确定正确的压力等级;波纹管使用时的状态,选购时要参考管材的正确使用和安装方法,以及沉降补偿中的长度,同时还要考虑管材的弯曲和弯曲半径等多种原因。
HDPE双壁波纹管施工,一般要先主道,后分支管道,分层开挖。小管沟采用人工开挖。当机械无法开挖的部位采用人工开挖。检查井安装前要行外观检查与型 核对。HDPE双壁波纹管采用承插式接口,当不能采用单承口连接时,可采用双承口连接,双向承插弹性密封圈连接
HDPE双壁波纹管的工作环境的温度和范围,注意高温时要按照金属波纹管高温下的工作压力温度修正系数,还要确定温度修正后的压力,以便确定正确的压力等级;波纹管使用时的状态,选购时要参考管材的正确使用和安装方法,以及沉降补偿中的长度,同时还要考虑管材的弯曲和弯曲半径等多种原因。
HDPE双壁波纹管施工,一般要先主道,后分支管道,分层开挖。小管沟采用人工开挖。当机械无法开挖的部位采用人工开挖。检查井安装前要行外观检查与型 核对。HDPE双壁波纹管采用承插式接口,当不能采用单承口连接时,可采用双承口连接,双向承插弹性密封圈连接



4.HDPE缠绕增强管采用承插式电熔连接(刚性接口),接口部采用承插和电熔两种方式同时使用,确保了管材接口的受力能力,同时也保证了接口的密封性。HDPE缠绕增强管承受不均匀能力极强,并且施工方式可以多样化,在需要快速回填地区,HDPE缠绕增强管可以在地面上进行多根预焊,再放入沟槽。
而HDPE中空壁缠绕管采用(电)热熔带方式进行连接,由于管材端口变形,(电)热熔带不能与管材粘后,施工时必须在沟槽内焊接,需要较大的土方开挖,施工速度慢。(电)热熔带连接,受力结构较差,加上管材焊了缝长,无法适应软基或不均匀沉降地区敷设。
5.在同材质的HDPE缠绕增强管(B型管)和HDPE中空壁管(A型管)相比,在上B型管要优于A型管、应用上B型管还要优于A型管,在相同的指标下,两种型式的管材用料相差不多,正常价位也应相差无几,所B型管的性价比明显要优于A型管。
而HDPE中空壁缠绕管采用(电)热熔带方式进行连接,由于管材端口变形,(电)热熔带不能与管材粘后,施工时必须在沟槽内焊接,需要较大的土方开挖,施工速度慢。(电)热熔带连接,受力结构较差,加上管材焊了缝长,无法适应软基或不均匀沉降地区敷设。
5.在同材质的HDPE缠绕增强管(B型管)和HDPE中空壁管(A型管)相比,在上B型管要优于A型管、应用上B型管还要优于A型管,在相同的指标下,两种型式的管材用料相差不多,正常价位也应相差无几,所B型管的性价比明显要优于A型管。


聚乙烯双壁波纹管在生产过程中,需要用到许多工艺,这样才会生产出品质高,硬度大的管材,也可以延长管材的使用寿命,在生产的过程中,需要用到注塑成型的工艺,以下是关于其注塑成型的工艺介绍:1、首先就是压力:注塑过程中的压力包括背压和注射压力两种。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。
现在,因为衔接便利、牢靠,PE双壁波纹管已经在国内外得到广泛应用。采用螺杆式注塑机时,螺杆顶部熔料在螺杆转动后退时所受到的压力称为背压。通常,背压增加,会使PE熔体的温度均匀性和混合均匀性提高。增加背压还有利于排出熔体中的气体并使熔体密实程度增加,从而提高机器的注射量。
对于原材料,提高背压可以增加熔体的温度、组份和颜色均匀性。2、其次就是温度:聚乙烯双壁波纹管属于厚壁制件,为避免冷却时温差过大导致内应力,料筒温度应取较低值。料筒温度的分布,一般从料斗至喷嘴温度由低到高,以使塑料温度平稳上升而达到均匀塑化的目的。
为防止塑料过热,因此靠近喷嘴段温度略低。模具温度对制品内在性能和外观质量影响很大,除充模速率外,模具温度还将直接影响制品的结晶度和结晶构型。因此,聚乙烯双壁波纹管模具适合使用中等模温,对于聚乙烯材料来说,冷却速率适宜、塑料的结晶度适中,具有较好的物理和力学性能。
3、把握好时间:在整个成型周期中,注射时间和冷却时间对制品质量均有决定性的影响。所以,在生产聚乙烯双壁波纹管的时候,当用到了这个注塑成型的工艺,首先从压力,温度以及时间方面来考虑,生产的过程中,材料的选择,生产的效率,温度都会对注塑成型或多或少地产生影响,所以说要多加注意。

