16606357772




更新时间:2025-02-15 23:17:55 浏览次数:12 公司名称: 裕盛钢板仓有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 8888/吨 |
| 发货期限 | 30天 |
| 供货总量 | 999898 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 产品材质 | Q235B-Q355D |
| 发货城市 | 山东聊城 |
| 加工定制 | 可定制 |
| 可售卖地 | 全国各地 |
| 质保时间 | 1年 |
| 适用领域 | 工业、农业等 |
| 产地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 发货周期 | 1-3 |
| 材质 | 钢 |
| 是否全新 | 是 |


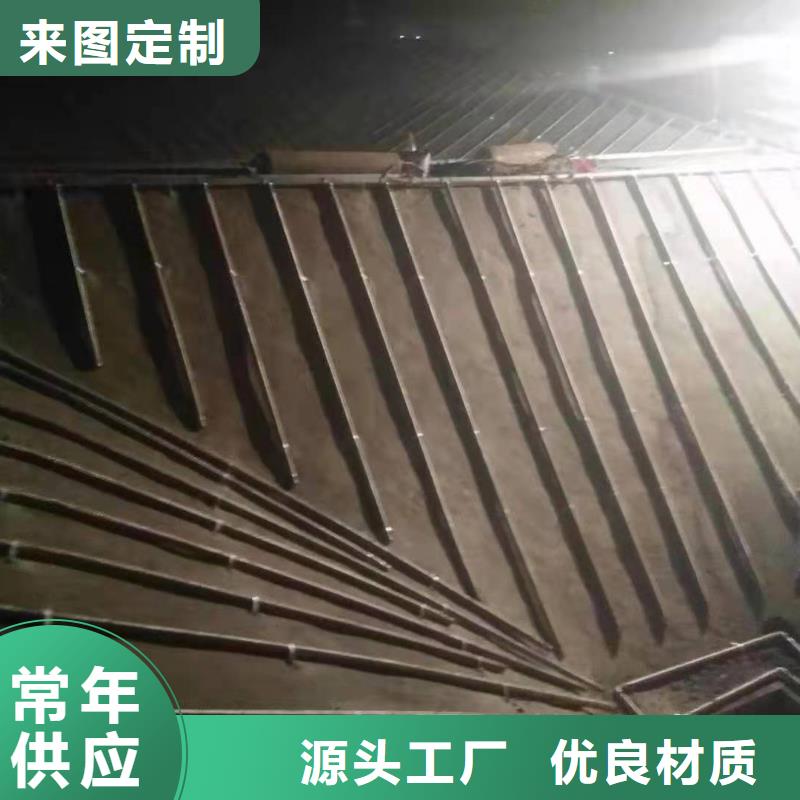





粉煤灰库体变形对应采取措施如下:
1、垫脚槽钢高度保持水平。对平台垫脚槽钢高度进行找平,确保各平台槽钢高度一致,使库体板承受上部荷载均匀,将库体变形将到 。同时,内部吊耳尽量靠近竖向加强肋或环向加强肋,或吊耳根部加方板,增加接触与库体的接触面积,减小库体局部由于受力不均产生的变形。
2、库体板方板时,确保场地平整,钢板平铺,同时度提高等级,放线切割时均由专业人员负责,确保方板度。从而使上下两节库体板间距均匀,减少强力拼合的情况。
3、确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。


裕盛钢板仓有限公司是一家专业从事 山东济南气化管、装配式粮食镀锌钢板仓、镀锌装配式圆筒仓、装配式储粮仓的专业公司,有着多年 山东济南气化管、装配式粮食镀锌钢板仓、镀锌装配式圆筒仓、装配式储粮仓行业经验。欢迎新老客户电来咨询!我们本着“科技为本,质量取胜,客户至上”的经营理念,致力于为顾客提供专业的服务。裕盛钢板仓有限公司真诚期望与您的合作!




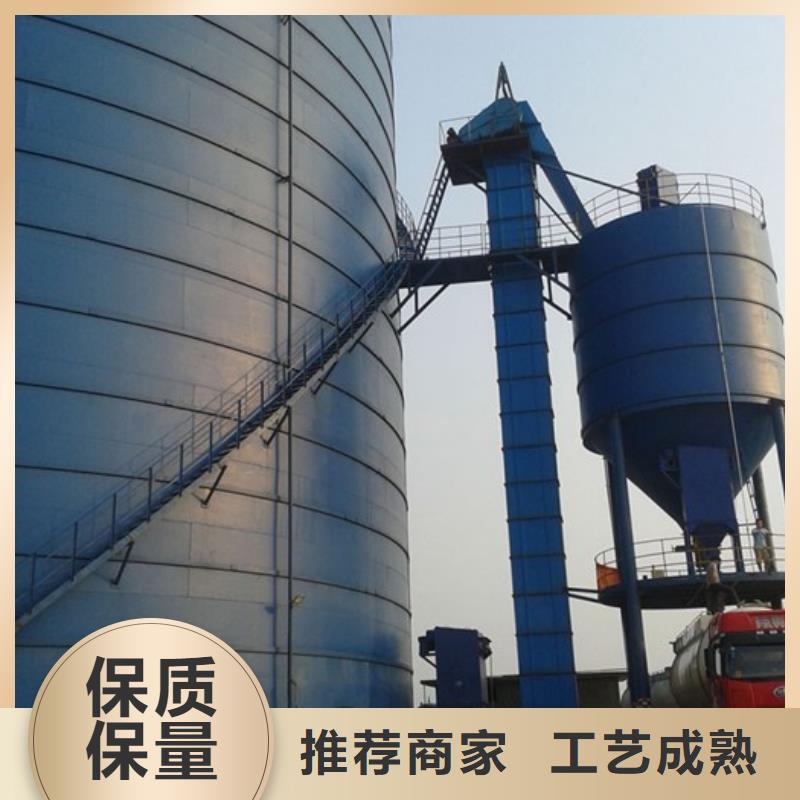
4.立筒库装卸工艺流程
原料入立筒库储存之前,一般要初杂,干燥通风,如储存期间发生病虫害,要进行熏蒸灭虫害;若发现物料过热,水分过多,还需倒仓通风。
(1)干燥和通风 有的原料在入库前期含水量超过储存标准要求需进行干燥以降低其含水量,防止物料霉变。干燥有烘干干燥和通风干燥两种。烘干干燥需要加热,加工成本高,主要用于原料含水量较高的新收购谷物。通风干燥主要用在周转仓的通风干燥和降温上,适用于水分略高和气温较高的季节。
烘干干燥由干燥塔和热风炉组成。干燥机的空气流量范围在0.66~1.33m3/m2 s。影响物料干燥的主要因素有:大气温度和湿度、干燥机内温升、空气流量、物料含水量、物料从干燥机通过的流量以及物料种类等。饲料原料的干燥温度一般控制在82℃~83℃,物料品种不同耐受 温度有差异,小麦能耐较高温度,依次是燕麦、玉米。物料粒度也与烘干难易有关。烘干温度较高,玉米淀粉易变性,则在饲料制粒时不易成形。烘干玉米所需时间比烘干小麦要高60%。
烘干干燥过程包括对物料进行快速高温干燥和缓慢冷却过程。这一过程既可以改善物料品质(通过缓苏过程减少颗粒应力开裂),又可使干燥机的处理量增加约70%。并且使烘干每吨物料的能耗减少20%。物料经干燥排出干燥机的温度为49℃~60℃,被送入缓苏料仓并在仓内缓苏4h以上,使水分从颗粒内部转移到外部,再用小风量对物料进行通风冷却直至物料冷却。经过上述缓苏和冷却处理,可去除约2个百分点的水分。粉煤灰库


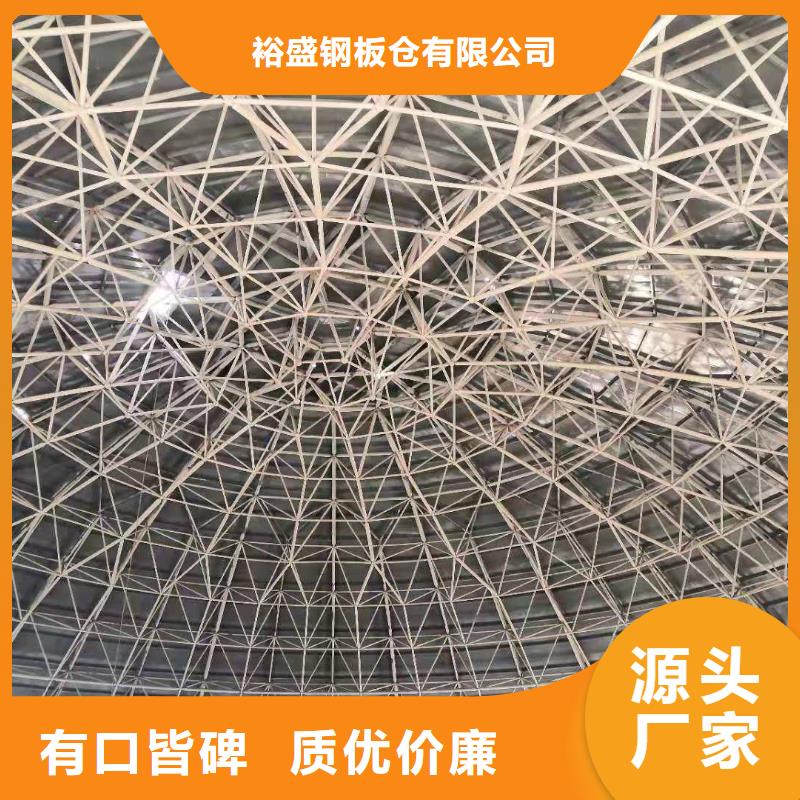
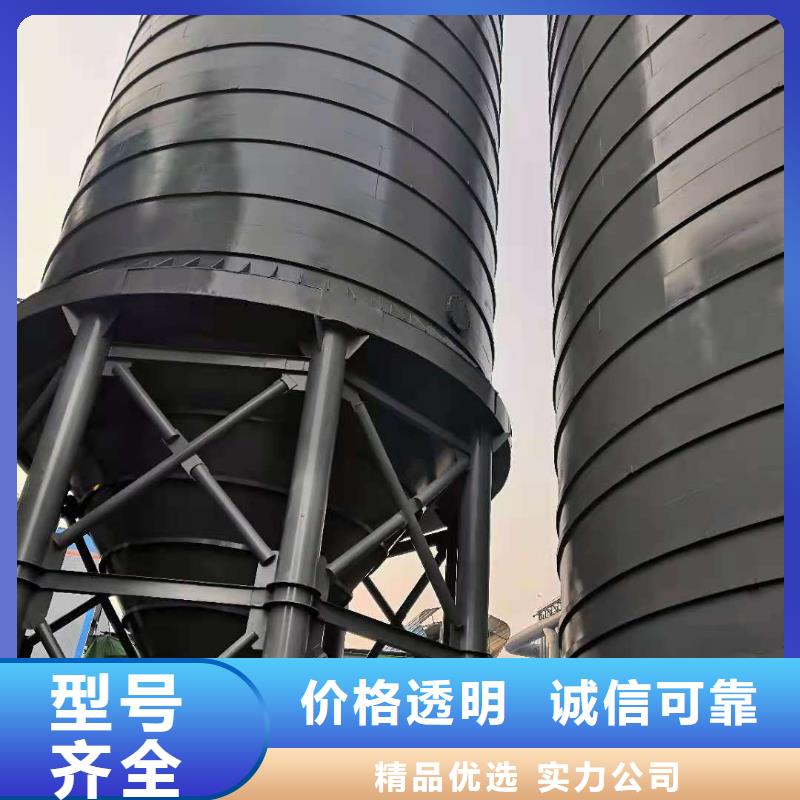
钢板仓在建造中全部现场焊接安装,所用钢板厚度达6mm-14mm是镀锌卷板厚度的3至5倍,大大加强了仓体的承载能力,使钢板仓的整体强度稳定性,抗震、抗风能力优于其它筒仓,另外由于所选用材料为Q235B材质国标钢板,它的使用寿命可达30年以上,远远过其它筒仓的使用寿命。
用于原料及成品的贮存主要有房式粉煤灰库和立筒库(也称为筒仓)。房式大型钢板仓造价低,容易建造,适合于粉料、油料饼粕及包的成品。小品种价格昂贵的添加剂原料还需用特定的小型房式仓由专人管理。房式仓的缺点是装卸工作机械化程度低、劳动强度大,操作管理较困难。立筒库的优点是个体仓容量大、占地面积小,便于进出仓机械化,操作管理方便,劳动强度小。但造价高,施工技术要求高,适合于存放谷物等粒状原料。


