大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应
更新时间:2025-02-21 05:13:12 浏览次数:17
以下是:大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应的产品参数
| 产品参数 |
|---|
| 产品价格 | 批发 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 100 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1支订 |
|---|
| 质量等级 | 1级 |
|---|
| 是否厂家 | 生产厂 |
|---|
| 产品材质 | 235b等 |
|---|
| 产品品牌 | 山特金属 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 山东 |
|---|
| 加工定制 | 可加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 吨 |
|---|
| 产品颜色 | 碳黑 |
|---|
| 质保时间 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 适用领域 | 管道 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 3年 |
|---|
| 产品功率 | 32 |
|---|
| 工作温度 | 常温 |
|---|
| 公司品牌 | 山特金属 |
|---|
| 材质 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 椭圆度 | 正负3MM |
|---|
| 执行标准 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 适用区域 | 电力 化工 设备 管道 电机壳等 |
|---|
以下是:大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应的图文视频
导读 大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应,山特金属制品有限公司为您提供大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应的资讯,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:聊城经济开发区汇通国际金属物流园发货到西藏 拉萨市 城关区、林周县、当雄县、尼木县、曲水县、堆龙德庆区、达孜区、墨竹工卡县。 西藏自治区,拉萨市 拉萨市是首批历史文化名城,拉萨以风光秀丽、历史悠久、风俗民情独特、宗教色彩浓厚而闻名于世。七世纪,松赞干布统一全藏,将政治中心从山南迁到拉萨。1951年5月23日,西藏和平解放,拉萨成为自治区首府。1960年国务院正式批准拉萨为地级市。拉萨先后荣获中国旅游城市、欧洲游客喜爱的旅游城市、全国文明城市、中国感城市、中国特色魅力城市200强、世界特色魅力城市200强、2018畅游中国100城等荣誉称号。2018年4月2日,入选开展创新型城市建设的名单。2018年11月,入选中国城市小康指数前100名。
为了给您提供更的大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应的图文介绍
多年来,山特金属制品有限公司一贯坚持外树形象,内强质量,一点一滴,铸信誉。 本公司经营 西藏拉萨钢板卷管的生产销售和服务于一体的企业,另外本公司生产的 西藏拉萨钢板卷管等已顺利通过质量体系认证,产品已销往全国各地,均得到用户高度评价。合理的价格,完善的服务,铸就了公司自己的品牌。




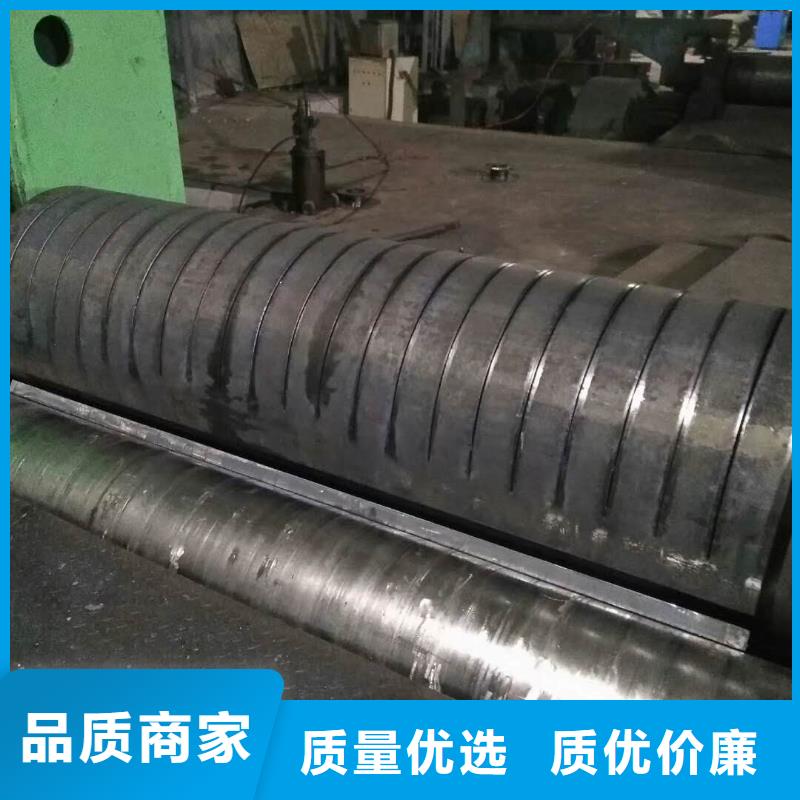
钢板卷管管节的卷制 在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:



保护气氛的影响 采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。 固溶处理温度 固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。 4.冷却速度


首先是将钢板卷管由上游辊道进入矫直机入口辊道。当卷管头部被入口辊道中间位置传感元件感应到时,辊道减速。 其次是当卷管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。管头进入入口矫直辊中间位置时,入口快开缸闭合,卷管被咬入,同时入口第二段辊道下落。 其次是通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,卷管进入矫直过程。 其次是当管尾离开入口辊道中间位置传感元件时,入口辊道 段上升。当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。



总结 大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应,山特金属制品有限公司专业从事大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应,联系人:张经理,电话:13863598006、15206358344,QQ:940273024,发货地:经济开发区汇通国际金属物流园,以下是大口径焊接钢筒钢护筒直缝焊管和无缝焊管的区别现货供应的详细页面。