




无缝钢管他分析称,从国内看,我国将继续实行积极的财政政策,但也面临着不少风险和挑战。一是国内经济增速将有所降低。二是生产要素成本呈逐步上升趋势。今后一个时期,劳动力、原燃料价格等将呈现上涨趋势,必将挤压钢铁行业的利润空间。三是资源环境约束将进一步趋紧。
据了解,以大规模基础设施建设为主的超常规固定资产投资已经转入下行减速通道。数据显示,2010年新开工项目计划总投资由上年的增长76.6%回落到只增长25.5%,回落51个百分点。由于新开工项目工程总量的增幅大幅下降,对钢材特别是建筑用材需求影响很大。
邓崎琳还强调,由于货币政策由适度宽松转为稳健,将使社会储备钢材资金能力减弱,与此同时,进口大宗原燃材料受需求增长和美元贬值冲击,价格还可能继续上涨而很难显著回落,因此目前钢铁生产成本压力将继续增大,经营风险进一步增加。



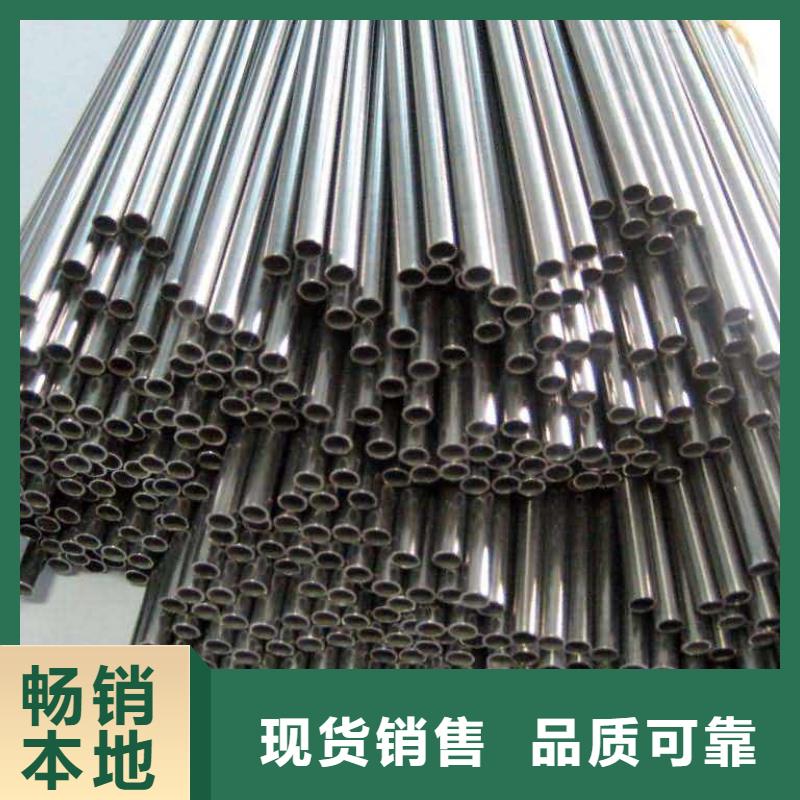
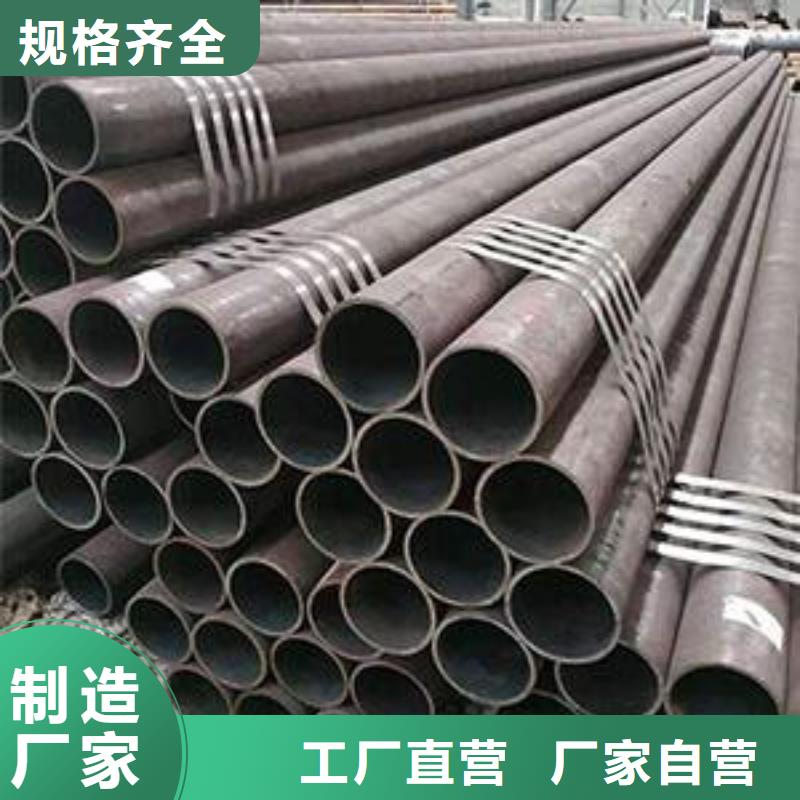
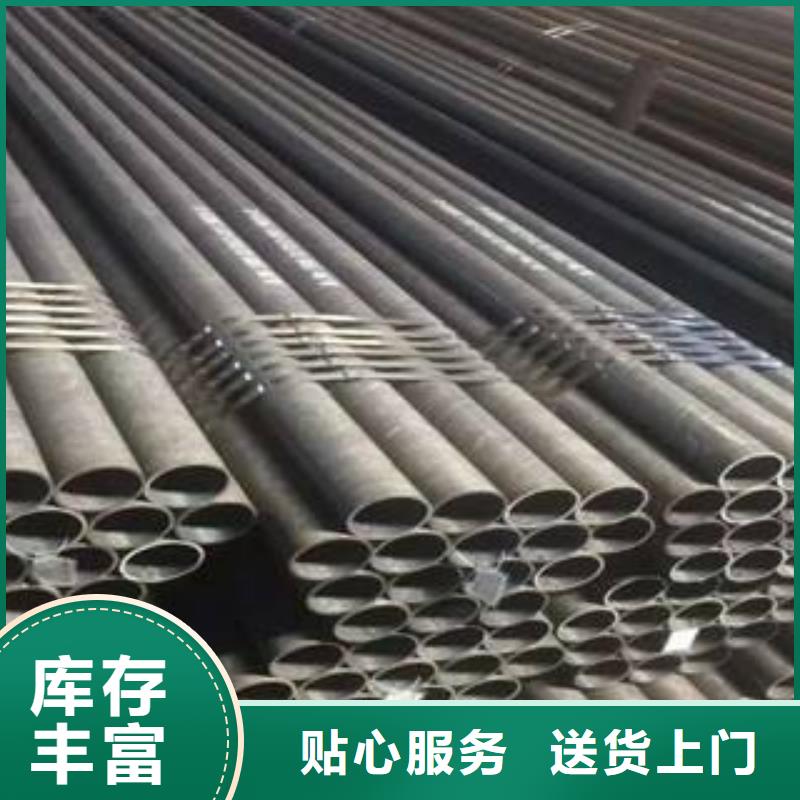
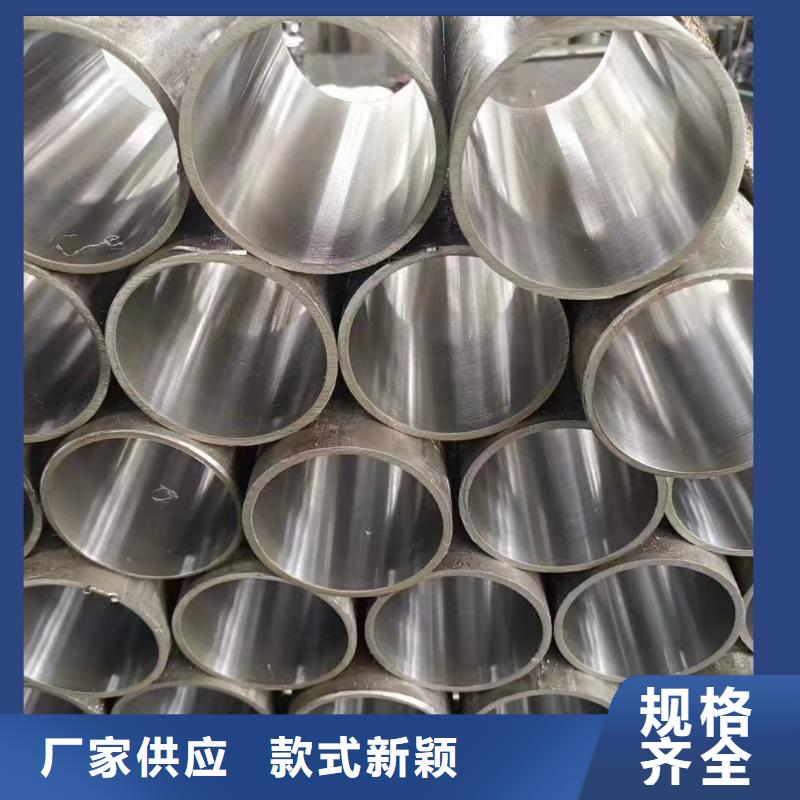
娄底金海金属材料有限公司是专门从事 合金无缝钢管的生产厂家,加强品质的管理是提高产品市场占有率的前条件,我们不断以系统、正规化的品质管理体系作为坚强的后盾,使企业实力向更高目标迈进。因而,我们严格贯彻ISO9001质量管理体系,即加强了企业的综合实力,又对塑立统一的企业形象起到了举足轻重的作用。
凝聚精神,体现品质内涵!
我们坚持“和谐、谦学、务实、创新”的企业使命,改变一切不适应市场发展趋势的经营观念与行为习惯,进一步激发团队的激情与组织的活力,充分发挥我们的创新能力,不断超越自我,创造一种蓬勃发展的动力之源,以快速自身的整体竞争力。
我们相信:在“合作发展、共同提高”的基础上,我们全体员工将以饱满的工作热情、创新的工作思维和务实的工作做法,团结一致,奋勇拼搏一定能够在经济舞台上达到既定目标,并与所有的合作伙伴共同发展。



无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。



在南方,特别是在江浙两省,建成了一大批的“无缝钢管厂”,可能称为“作坊”更为确切,有的只设有一台简陋的穿孔机和1-2台简陋拉拔机;有的则只有1-2台简陋的拉拔机。
当然,这些厂经过市场的筛选和淘汰,其中已有部分工厂,真正建成了名符其实的无缝钢管厂或不锈钢管厂等大型企业集团。70年代,建成了山东省北墅生建钢管厂和无锡通达不锈钢管厂等建成投产Φ76mm自动轧管机组,河南孟县无缝钢管厂建成投产Φ50mm穿孔机。

