





为了让您更地了解我们的直缝管【厚壁钢管】优质工艺,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:直缝管【厚壁钢管】优质工艺的图文介绍


直缝埋弧焊管
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。
直缝埋弧焊管(LSAW)在我国应用于油气输送工程比较晚,但起步迅速,发展步子大,成绩显著。因为它有下列优点:①直缝管成型工艺比较容易,有预焊及精焊,焊接质量比较容易保证;②大口径厚壁直缝钢管有全管扩径工艺,比较容易应力,残余应力较小;③几何精度和力学性能较好,质量稳定,可靠性高;④直缝焊管应用广泛,可以应用于油气管线,可以用于陆上二、三、四类地区、穿越段及海底管线;⑤可以达到高钢级≥X120,大壁厚≥40mm。它的局限性有:①直径一般在≤1422mm,受到板宽的限制;②UOE成型方式投资昂贵,JCOE成型方式适用于中型企业。③直径≤406mm时,制作上不够经济。



河北钢兴钢管 有限公司还拥有一支高素质、高技术、高水准的专业技术团队,秉承“品质优先,客户至上”的经营理念和“团结、开拓、务实、求精”的管理机制,凭借上乘的质量、优良的服务和良好的信誉,和众多企业达成良好的合作关系。不断进取,努力做好 12Cr1MoVG无缝钢管产品。



管道发展的趋势是大口径、高强度。随着钢管直径的加大、所用钢级的提高,产生韧性断裂尖稳扩展的趋势越大。根据美国有关研究机构的试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性。
输送管线由于输量的变化,在实际操作过程中,钢管是承受随机交变载荷的作用。了解钢管的低循环疲劳强度,对判断管线的使用寿命具有重要的意义。
按测定结果,螺旋焊管的疲劳强度与无缝管和电阻焊管相同,试验的数据与无缝管和电阻管分布在同一区内,而比一般的埋弧直缝焊管要高。



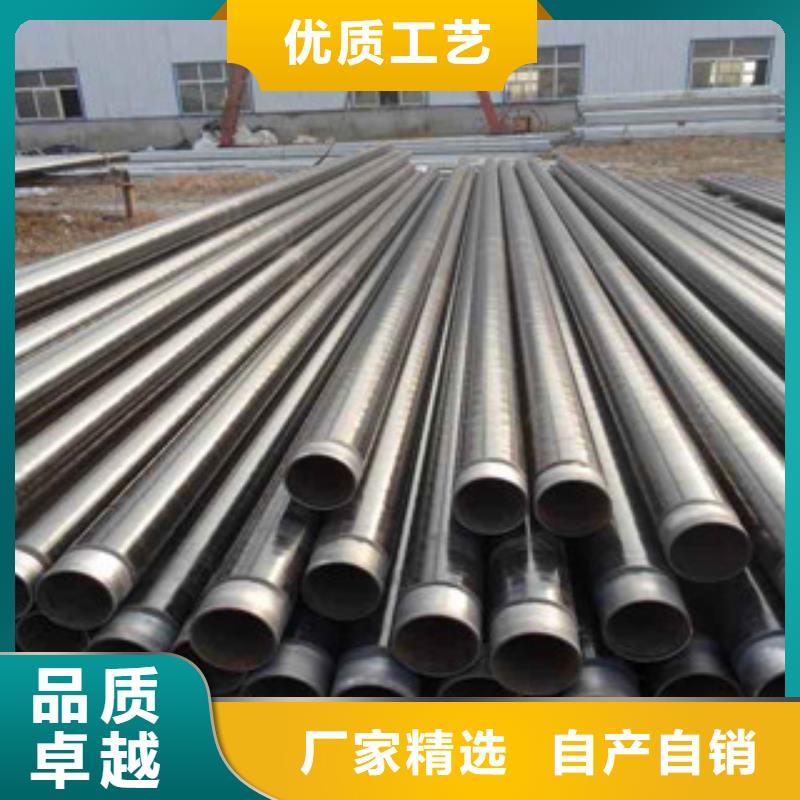
直缝管是指焊缝与钢管纵向平行的钢管。一般也称为直缝焊管或直缝钢管。直缝管是通过高频焊接机组将一定规格的长条形钢带卷制并采用直缝焊接而成。直缝管规格用公称口径表示,按壁厚可分为薄壁直缝管和厚壁直缝管两种。按形状可分为圆形、方形或异形管等。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
直缝管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。



大口径厚壁直缝管的材质主要有Q235A、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X70、X80等。大口径厚壁直缝管的主要生产流程为板探-铣边-预弯边成型-预焊-内焊-外焊-超声波检验-X射线检查-扩径-水压试验-倒棱-超声波检验。采用的是埋弧焊焊接工艺。埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。当焊丝确定以后配套用的焊剂则成为关键材料,它直接影响焊缝金属的力学性能、抗裂性能、焊接缺陷发生率及焊接生产率等。不同材质的管材需要不同的焊丝进行配套使用。埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。大口径厚壁直缝管的外径以d表示,L表示长度。
