


工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 福建漳州不锈钢棒,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。



不锈钢无缝管的制造工艺
1.热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
2.冷拔(轧)无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。



公司占地面积5万多平方米。员工近百人,专业从事生产、销售各种以下:304不锈钢管、321不锈钢管、310S不锈钢管,耐高温不锈钢管、2520不锈钢管、。
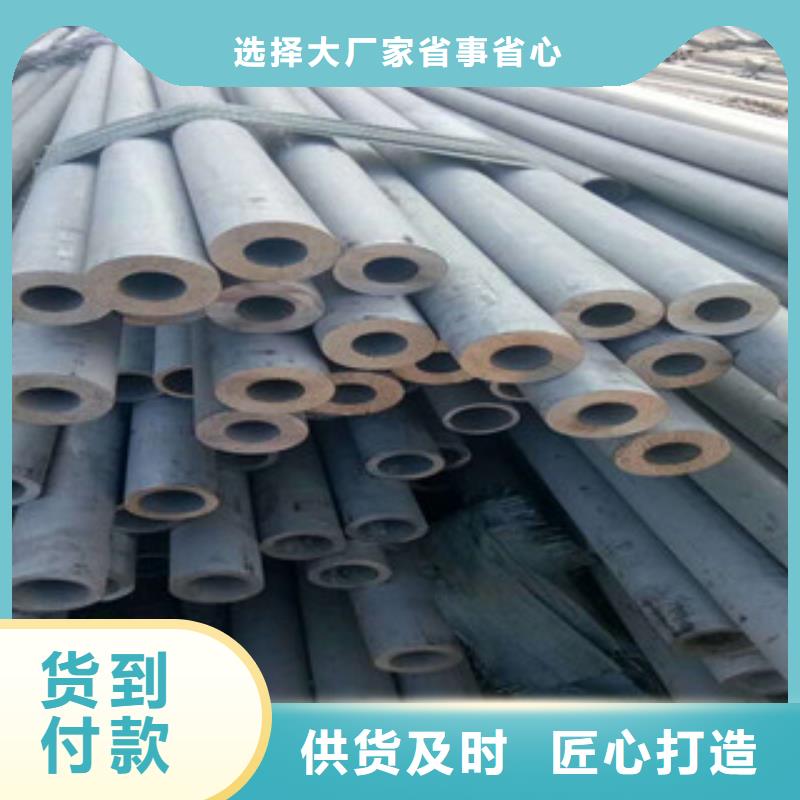
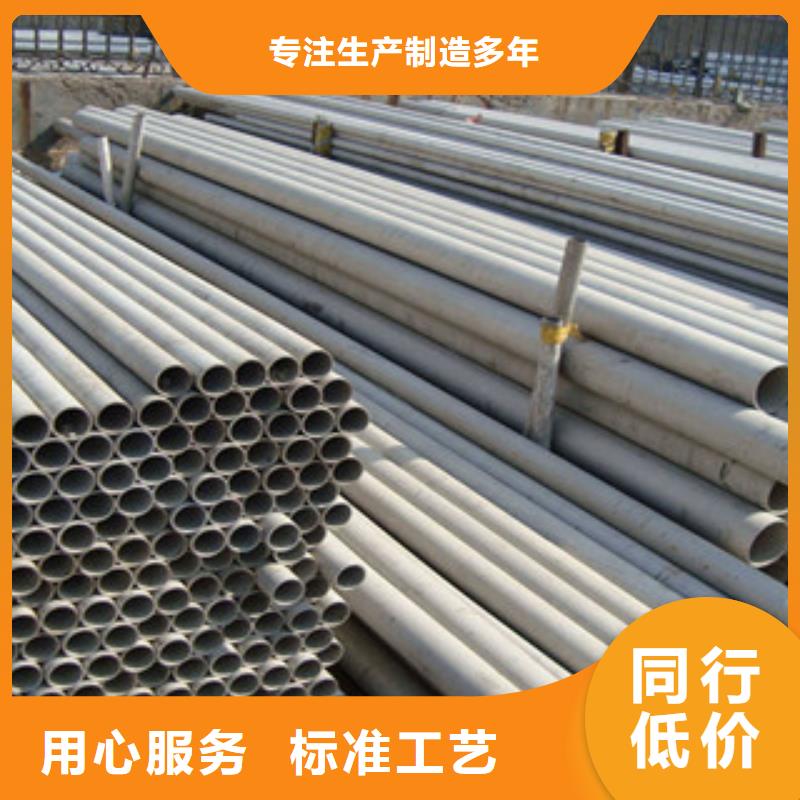
产 品 : 不锈钢无缝管
生产工艺: 冷轧 冷拔
产品规格:
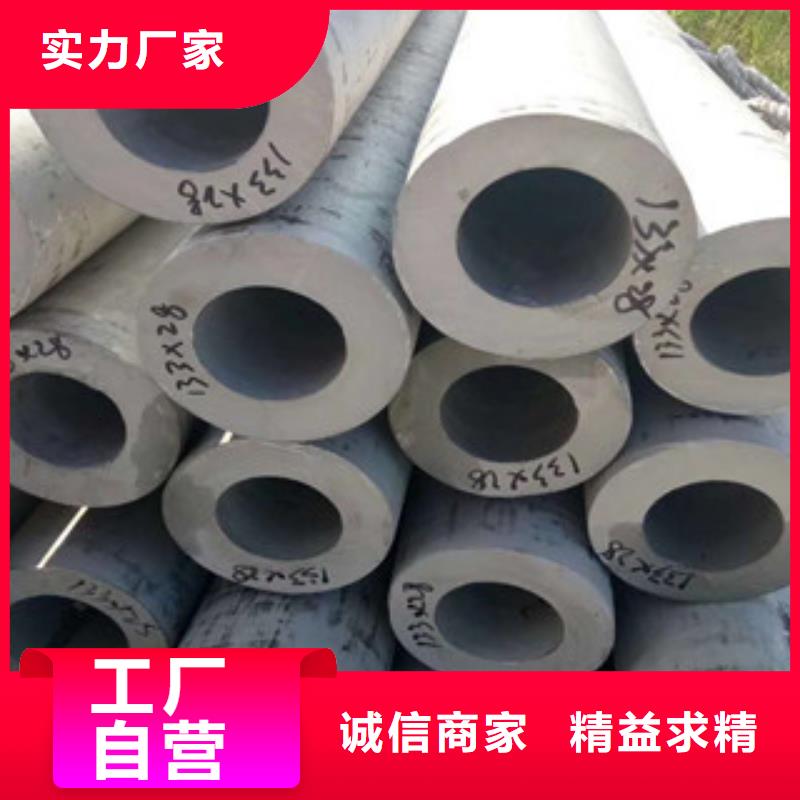
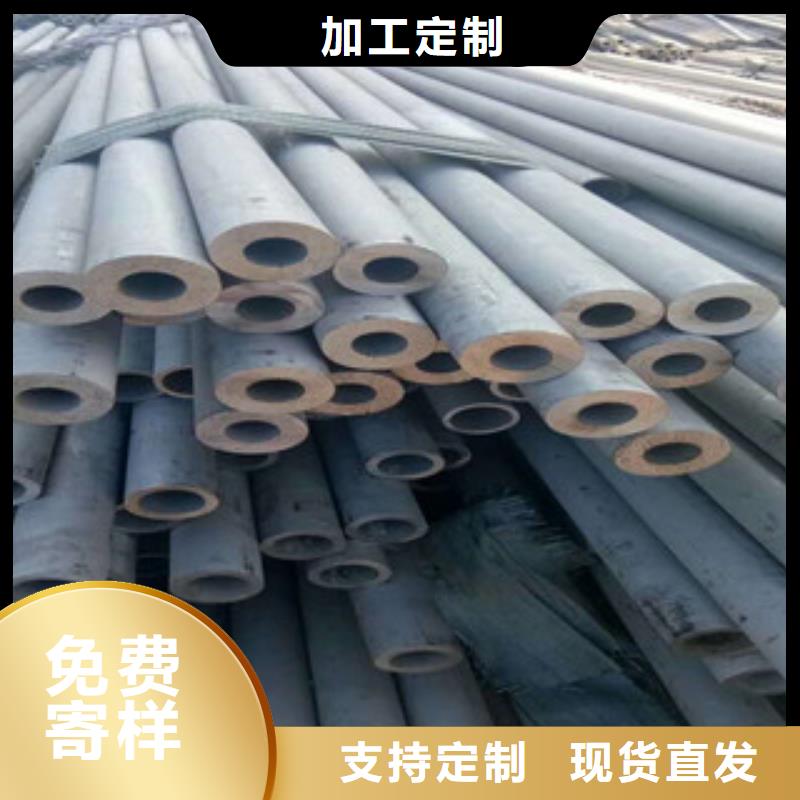
圆管:Φ6-630mm×1-30mm(外径×壁厚)
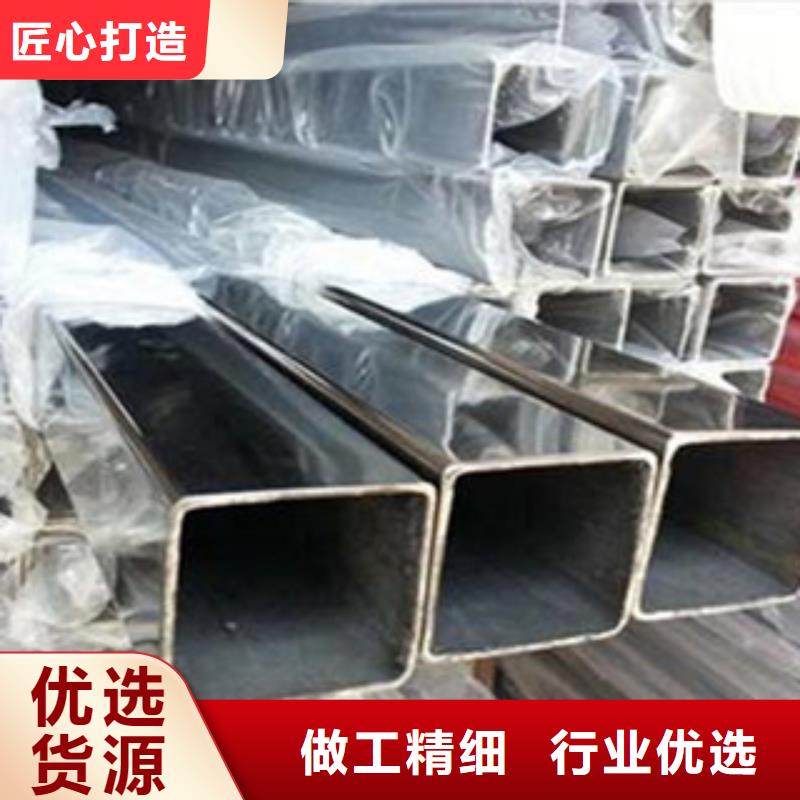
弯管:Φ6-325mm×1-20mm (边长×壁厚)
盘管:Φ6-159mm×1-8mm(外径×壁厚)


一、采用符合国际标准的aisi304、316、202、304l、316l、409l、310s等日本,韩国,台湾的优质原材料,制品用不锈钢管,工业用不锈钢管,机械结构用不锈钢管,食品卫生用不锈钢管,热交换器用不锈钢管,流体输送用不锈钢管,汽车排气用不锈钢管,装饰用不锈钢管等达到国际先进水平。
二、按照美国astm、日本jis、国标gb和德标din等国际国内标准组织生产,现执行标准为:astma554、a312、a249、a269、a270等。
三、产品通过“内整平”“光亮退火”“酸洗”“内抛光”精整处理,外观亮丽,内壁光滑无锈蚀,不结垢。
四、管材焊缝平整,能扩口,深冲压,弯管不裂,不变形等优点。
本产品长度为单支定尺6米。
由于钢管具有空心断面,因而适合作液体、气体和固体的输送管道;同时与相同重量的圆钢比较,钢管的断面系数大、抗弯抗扭强度大,所以也成为各种机械和建筑结构上的重要材料。用不锈钢管制成的结构和部件,在重量相等的情况下,比实心零部件具有更大的截面模数。不锈钢厚壁管,2520不锈钢管,904l不锈钢管,双相不锈钢管的不锈钢管生产厂家。宝丰不锈钢管厂一家集生产、销售不锈钢管。
锈钢卫生管(不锈钢精轧管)生产范围:外径φ8--168mm×壁厚0.8--8mm。卫生级内整平焊管:外径φ6--219mm×壁厚1--6mm。不锈钢工业焊管:外径φ8--3000mm×壁厚0.5--30mm。公司宗旨:一吨两吨照常 ,千百吨能保温馨提示:由于现在市场行情不稳定,实际下单请咨询当天价格

