


想要更直观地了解排水球墨铸铁管供水产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
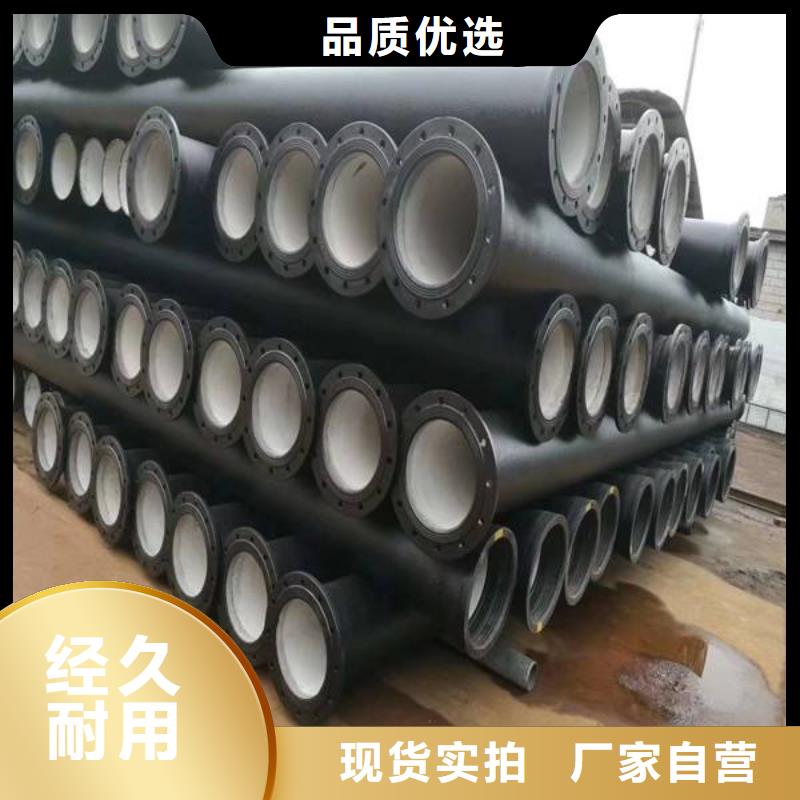
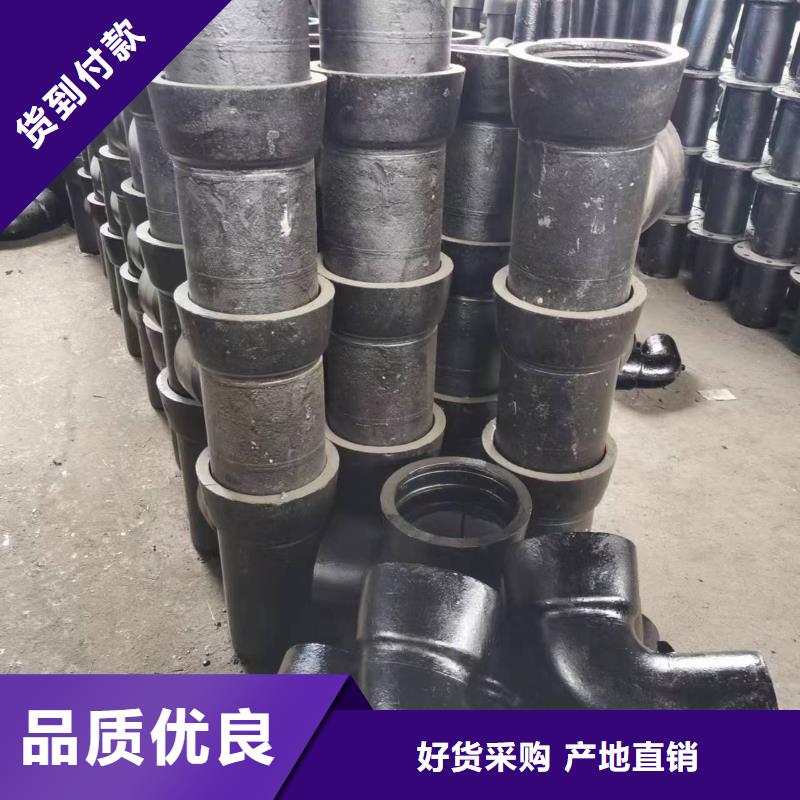
以下是:排水球墨铸铁管供水的图文介绍
我们从 球墨管厂家类型和客户需要出发,充分于施工工艺相结合,我们严格按照《 球墨管厂家质量标准》,规范施工验收。为了让企业走上市场,我们坚信“质量是灵魂,技术是生命”的宗旨,尽力于每一个 球墨管厂家都能让客户满意,品质源于专业。
★★★★★ 黄南飞翔铸业有限公司经营方针: 强化管理,技术创新。客户满意,力创。
★★★★★ 黄南飞翔铸业有限公司经营策略: 五心服务:设计服务——舒心 工艺服务——放心 施工服务——省心 喷涂服务——安心 绿色环保——定心
★★★★★ 黄南飞翔铸业有限公司企业精神: 我们追求创新,在科技发展瞬息万变的时代,只有 球墨管厂家产品的不断创新,员工观念的不断更新,企业实力的不断跃升,企业的发展才能更好。



目前市场上对球墨铸铁型材价格都比较敏感,在球墨铸铁型材加工领域的竞争中获胜的能力就会让制造商普遍持怀疑的态度,然而假定可提供的业务巨量,会有大量的公司排着队等待分一杯羹。由于铸铁具有像钢材棒料那样的强度和可加工性,它早已成为了原材料的选择之一。它已经成为诸如发动机缸体、缸盖和差动壳体等汽车零件的常规选择。由于不断上涨的油价、更严格的排放标准以及对于零件重量更轻的渴望,新的材料也在开始取代灰铸铁。因为它的加工非常简单和便宜,导致了很多国内生产商对于铸铁加工在经济上的可行性产生了疑惑。然而汽车工业对于灰铸铁的需求仍然是巨大的,起码是刹车鼓和刹车盘。而诸如球墨铸铁那样的不断进化的材料,现在已经能够承受更高的燃烧温度和压力来满足由政府和环境驱动的需求。单独来看这两种原因,对铸铁来说都绝不是一个更好的时机。



对影响铸态铁素体球墨铸铁型材质量的因素,分析了QT450-10球墨铸铁棒铁素体球墨铸铁件铸态率低的原因,通过调整化学成分、改进二次孕育、降低铁液w(S)量、适当降低球化剂w(Mg)量、延长铸件冷却时间、控制薄壁件的过冷倾向及加强过程控制等方面对工艺进行改进,结果显示:铸态率提高到98%以上,铸态球墨铸铁抗拉强度可达到460~480 MPa,超过了退火件的抗拉强度(410~430 MPa),提高了铸件力学性能.铸态率的提高,不仅降低了生产成本,还缩短了生产周期,减轻了工作量,提高了生产效率.


球墨铸铁型材属于较度的孕育铸铁,这是普通铸铁通过孕育处理而得到的。由于在铸造之前想铁液中加入了孕育剂,因此洁净时石墨晶核数目增多,石墨片尺寸变小,更为均匀的分布在基体中。●圆型材∮25~450mm; ●矩型、方型材□25×25~300×300 mm; ●正多边形及矩型材25×30~60×400 mm; ●半圆型材R20~200 mm; ●对称及不对称异形等截面型材和板材,并自主开发不同行业专用铸铁型材; ●25-50mm小直径型材生产效率具有明显优势; ●生产大断面直径450mm的连铸铸铁型材及宽幅500mm 的连铸铸铁板材; ● 机床跟刀架中滑板系列专用铸铁型材; ●液压零部件专用液压阀块专用铸铁型材; ●耐热酸蚀合金球铁型材系列产品; ●玻璃模具专用铸铁型材系列产品; ●开发壁厚18-50mmd的管材; ●其它行业专用铸铁



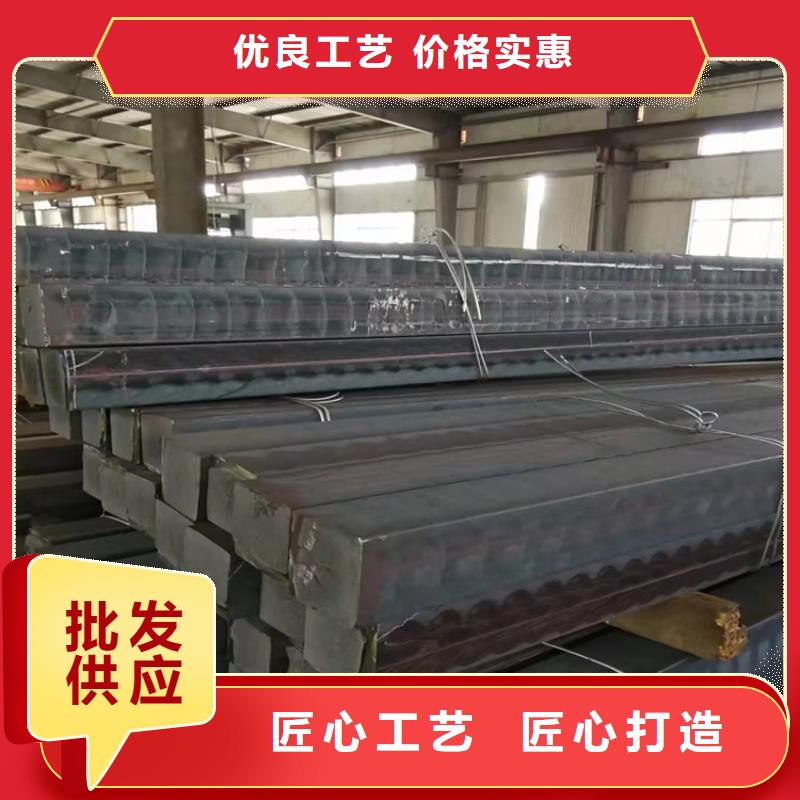
水平连铸球墨铸铁型材的制造方法是将严格选择的原辅料经冲天炉或感应炉熔化处理后的铁水,倒入保温炉内,铁水流入安装在保温炉下方的短结晶器中,并被激冷凝固成一定强度的外壳后,用牵引机拉拔成型材。保温炉内的熔融铁水,在牵引机拉拔的同时,又不断地补充到结晶器内冷却凝固,如此不断运作,生产出铸铁型材。不同形状的结晶器和不同的生产工艺,可以生产不同截面,不同材质的铸铁型材。当然,假设会开发加工它的更快和更好的方法。新型、先进的机床正运转比以往更快,大约比10 年前快了1000 表面英尺(305m)/min。传统的观点认为,在铸铁加工领域,更高的速度意味着劳动密集和成本高昂的刀具磨损。然而,当今对于专业技术和广泛现场试验的应用证明提高机床性能并没有排斥铸铁的使用。实际情况却是恰恰相反的。不论是因为高速加工——或者可能就是因为高速加工——我们现在正提供刀具经济性的创新水平,其特征是耐磨的刀片和长寿命的刀体。
