


联系我们

当前位置:
衡水 冀鳌玻璃钢制品
有限公司 >
眉山本地今日News
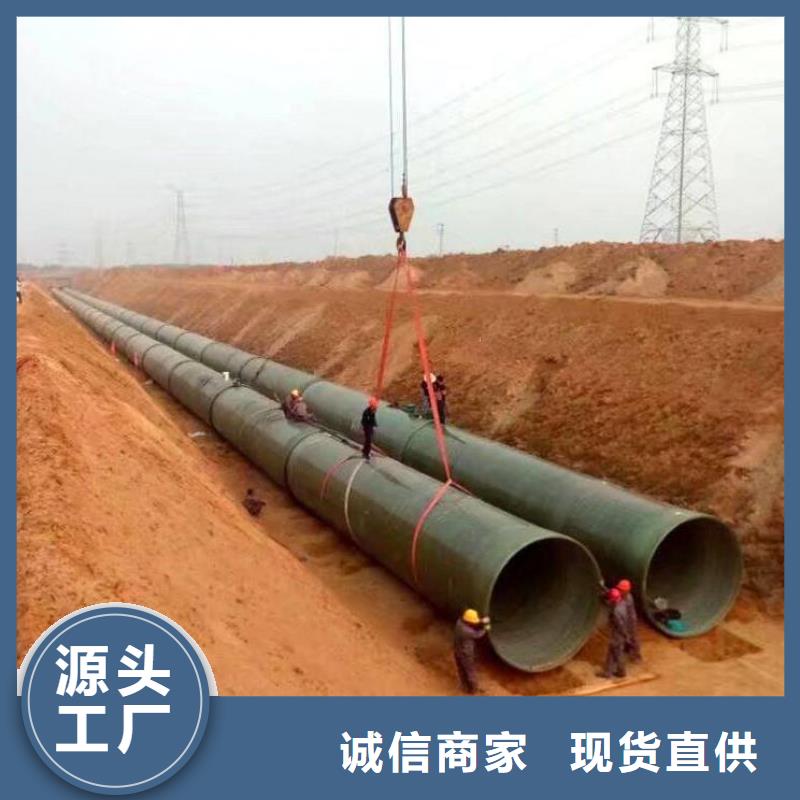
玻璃钢夹砂管_玻璃钢风机匠心工艺
更新时间:2025-02-13 05:47:30 浏览次数:78 公司名称:衡水 冀鳌玻璃钢制品 有限公司
以下是:玻璃钢夹砂管_玻璃钢风机匠心工艺的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 91 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 河北 |
| 品牌 | 冀鳌 |
| 材质 | FRP |
| 规格 | DN50-DN3000MM |
| 颜色 | 本色 |
| 刚度 | 5000-20000 |
| 压力 | 0.25-1.6MPA |
以下是:玻璃钢夹砂管_玻璃钢风机匠心工艺的图文视频


玻璃钢夹砂管_玻璃钢风机匠心工艺_冀鳌玻璃钢制品
有限公司,固定电话:15933812366,移动电话:15933812366,联系人:张经理,QQ:405217564,衡水枣强门庄工业区发货到四川省 眉山市 东坡区、仁寿县、彭山区、洪雅县、丹棱县、青神县 发货到 四川省眉山市。 四川省,眉山市 眉山市,别名眉州、齐通,四川省辖地级市,地处成都平原西南部,总体地势西高东低,南高北低,属于亚热带湿润季风气候区,总面积7140平方千米。截至2022年10月,全市辖2个区和4个县。截至2022年末,眉山市常住人口为296.1万。
无需繁琐的文字描述,观看我们的视频,让玻璃钢夹砂管_玻璃钢风机匠心工艺产品一览无余!
以下是:玻璃钢夹砂管_玻璃钢风机匠心工艺的图文介绍

5) 糊制圆形风管时,玻璃布可沿径向45度角的方向剪成布带;糊制圆锥形制品时,可按扇形裁布。
6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。
玻璃钢除臭风管可以应用于石油、化工及排水等行业。随着我国玻璃钢管道生产发展快,数量逐年上长,应用范围及部门也越来越广。
一、制造玻璃钢管道的方法
交叉缠绕工艺、离心浇铸工艺、连续缠绕工艺
6) 风管加固,矩形风管的边长大于900mm,且管段长度大于1250mm时,应进行加固。加固尽量采用本体材料(纤维增强胶材料)在大应力处设置加强盘,提高截面模量,从而提高管体整体强度。风管的加固也可在风管制作完毕后,采用经过防腐处理过的金属或其他耐腐材料进行加固,加固件应与风管成为整体,并采用与风管本体相同的胶凝材料封堵缝隙。
玻璃钢除臭风管可以应用于石油、化工及排水等行业。随着我国玻璃钢管道生产发展快,数量逐年上长,应用范围及部门也越来越广。
一、制造玻璃钢管道的方法
交叉缠绕工艺、离心浇铸工艺、连续缠绕工艺


b、清理模具。要求模具表面无坑凹、粉尘、杂物及其他附着物,模具要作到表面平滑,有问题及时修理、维护;
c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB 13950-1992的要求。
(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
c、缠聚酯薄膜。为方便管道脱模,在模具表面应包覆1层聚酯薄膜,薄膜搭接宽度1~2㎝,厚度为40um之间。要求薄膜无破损,无皱折,两面光滑洁净。薄膜产品质量满足GB 13950-1992的要求。
(2)制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到指定位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。



诚实守信是冀鳌玻璃钢制品 有限公司的核心价值观,是企业文化的基石,是我们的崇高品质,是我们建基立业之本。我们倡导的诚信观,诚信于公司、诚信于客户、诚信于员工、诚信于社会。如果您想了解更多有关 四川眉山玻璃钢储罐产品,可点击在线咨询,也可拨打我们页面联系电话,我们真诚为您解答每一个疑问。



(3)远红外深度固化
我厂生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
我厂生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
(4)过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
(5)缠绕工序
将设计好的参数输入机,待内衬固化后,由机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷100%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。



在四川省眉山市采买玻璃钢夹砂管_玻璃钢风机匠心工艺到冀鳌玻璃钢制品
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-15933812366,QQ:405217564,地址:《枣强门庄工业区》。