
观看我们的产品视频,就像打开了一扇通往型材拉弯钢板激光切割下料当地厂家值得信赖产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:型材拉弯钢板激光切割下料当地厂家值得信赖的图文介绍

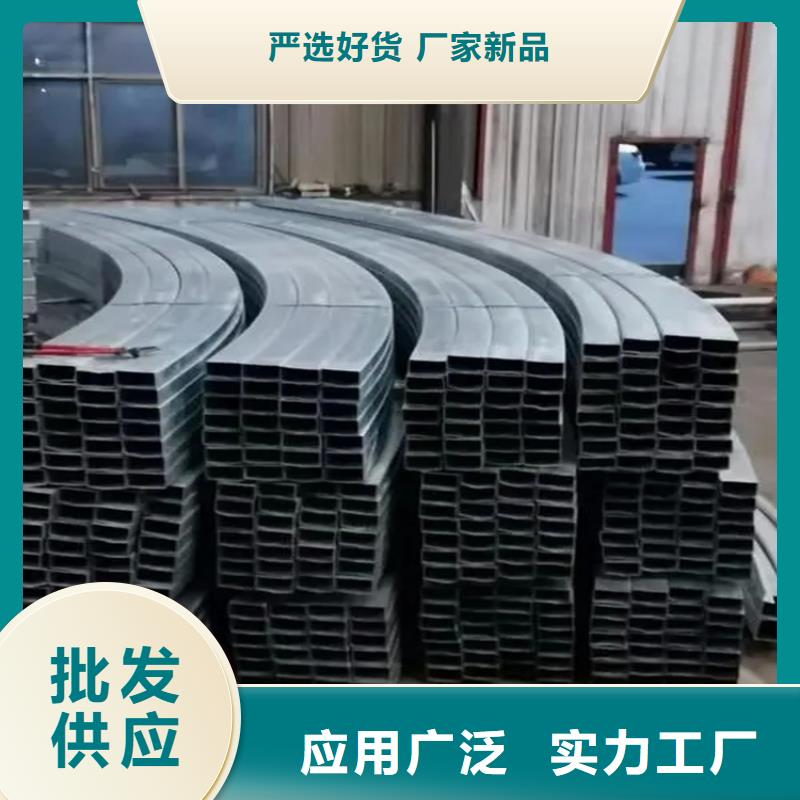
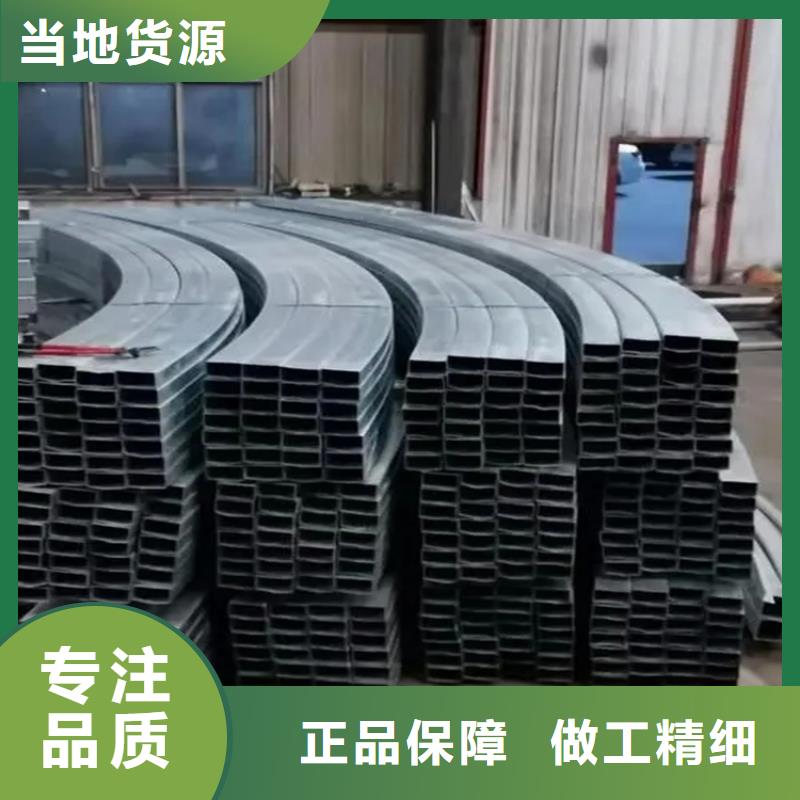
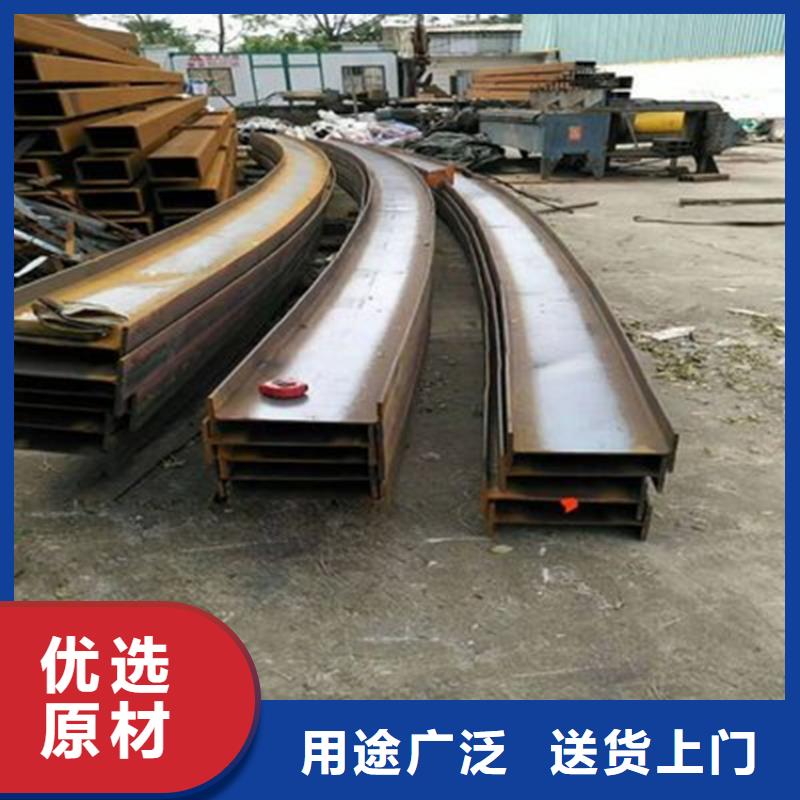
分析一下型材拉弯的发展趋势型材拉弯锻造等体积成形设备和钣金加工设备平行开展,出现规格种类齐全、数量增长敏捷、新式产品和技术不断得到运用等景象,产品全体技术水平和数控化率继续前进,并大量完成出口,满意了我国经济开展的需求。管材加工设备方面,因为我国管材运用量激增,管材运用市场非常之大、家具职业、体育器材、锅炉职业、汽车职业、排气管上等,在规格、种类、数量等方面增长敏捷,技术水平快速前进,根本满意国内市场需求。这些日常运用品、工商业等等所需求的管材加工弯管机设备根本都可满意市场需求。机械压力机、液压机、弯管机、液压弯管机、金属圆锯机、缩管机、等管材加工设备在加工精度、可靠性、技术指标、节能减排、宜人道等方面都有明显前进。新产品开发才能及市场竞争力都大大前进。以新工艺为导向,满意新工艺要求的特别结构、特别功能的锻压设备也不断出现。比如,等数控弯管机、切管机、弯管切管缩管与一体流水线管材加工设备,特别资料锻压设备等。


型材拉弯中的损耗计算公式为:b=Q/G×100式中b为成材率,%;Q为合格产品分量,吨;G为投入质料分量,吨。成材率与金属耗费系数K成倒数的联系。b=(G-W)/G×100=1/K. 式中W为出产过程中形成的金属损耗量,吨。可见影响成材率的主要因素是出产过程中产生的各种金属损耗。因而,提高成材率的途径主要是减少各种金属损耗。由于各个轧钢车间用的质料和轧制的产品不同,如有的轧钢车间以钢锭为质料通过中心开坯,轧制成材;有的车间以钢锭为质料直接轧制成材;有的车间以钢坯为质料轧制成材;还有少量车间则是以钢材为质料加工成各种成品钢材的,所以用一种成品率计算方法。难以表示和比较出产过程中金属收得情况,难以反映车间之间在出产技术水平和管理水平上的差异。因而,在成材率的计算上就有不同的方法,如锭一材成材率、锭一坯成坯率、外来坯一材成材率等,各轧钢车间要根据具体情况计算。



宏钜天成钢管有限公司公司拥有一支质素过硬的专业队伍。公司致力于 山东青岛合金圆钢系列产品的生产、销售。我公司遵照服务大众的理念,奉行“尊重顾客,信守承诺铸品牌;持续发展,超值服务保双赢”的质量方针,竭诚为广大客户提供及时、优质、的技术和产品服务。


型材拉弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
