
简约设计,不简单内涵。观看我们的沉降板厂家诚信售后产品视频,用最少的话语传达最真实的产品价值。
以下是:沉降板厂家诚信售后的图文介绍

西宁声测管厂家鑫亿呈钢管有限公司凭着良好的信用、优良的服务与多家企业建立了长期的合作关系。热诚欢迎各界朋友前来参观、考察、洽谈业务。公司主要生产 沉降板。数年来,我司始终致力于 沉降板事业的成长与发展,本着公平、诚信、互利、协助的精神,把每一位客户的重托作为企业生命的一部分,以优良的产品、周到的服务、合理的价格以及强有力的技术支持让每一位客户都能得到满意的结果,并在愉快的合作中享受成功的喜悦;“一切从客户出发,让客户放心”是公司的企业文化核心,我们热忱欢迎社会各界有与我司在商贸、技术、人才、管理等各个方面展开合作、分享和交流,为双方企业的共同发展提供有利的帮助,敬请致电咨询洽谈。



如果您的城市下雪了,那么在进行沉降板的制作和焊接工作时,需要特别注意相关的规范和标准,以确保施工质量和安全性。以下是一些关于沉降板规范焊接的详细信息:
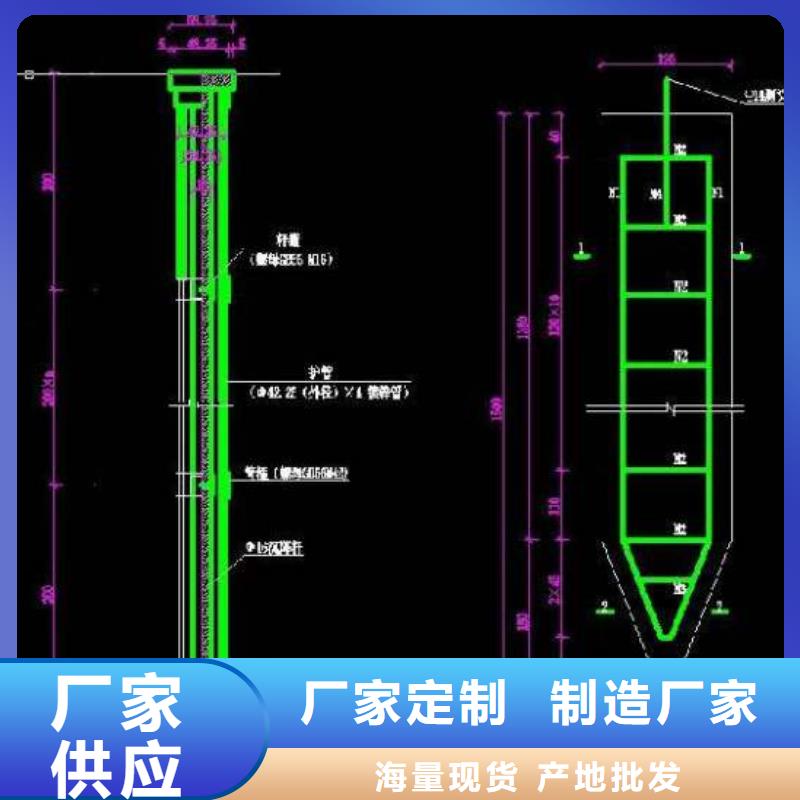
沉降板尺寸:沉降板的底板尺寸一般为120cm x 50cm x 3cm,测杆采用40mm钢管,与底板固定在垂直位置上,保护套采用塑料套管,套管尺寸以能套住测杆并使标尺能进入测头为宜。
沉降板焊接:在焊接沉降板时,应使用符合设计要求和有关标准规定的焊接材料,并进行质量证明书和烘焙记录的检查。焊缝必须经过探伤检验,并符合设计要求和施工及验收规范的规定。
焊接接头形式和尺寸:焊接接头形式和尺寸应按照GB985-986中的规定执行。当采用手工焊时,焊条型牌号为E4303(J422)。
焊接检验:焊接接头经外观检查合格后,应按照JB4730规定进行局部射线、附近声波或磁粉无损检测。检验结果应符合射线级合格、附近超声波检测级合格的要求。磁粉或渗透检测的缺陷等级评定应符合JB/4735-97中的规定。
消除应力热处理:锥体、附近筒体的焊缝焊后应进行消除应力热处理。
成品保护:焊后不准撞砸接头,不准往刚焊完的钢材上浇水。低温下应采取缓冷措施。不准随意在焊缝外母材上引弧。各种构件校正好之后方可施焊,并不得随意移动垫铁和卡具,以防造成构件尺寸偏差。隐蔽部位的焊缝必须完隐蔽验收手续后,方可进行下道工序。



沉降板玛钢件的焊接是一个技术性较强的过程,需要遵循一定的标准和程序来确保焊接质量。以下是焊接沉降板玛钢件时的一些关键步骤和注意事项:
焊接准备:
焊接前应仔细检查玛钢件表面是否有油污、当地水分或氧化物等杂质,这些物质会影响焊接效果。
确定焊接方法,如手工电弧焊、当地气体保护焊等,并准备相应的焊接设备和材料。
焊接材料选择:
根据玛钢件的材质选择合适的焊接材料,如焊丝、当地焊条等,应选择与玛钢件材质相匹配的焊接材料。
对于异种金属的焊接,需要使用具有良好抗裂性能的特种合金钢焊条。
焊接过程:
预热:对于厚度较大或材质较敏感的玛钢件,焊接前应进行适当预热,以防止热裂纹的产生。
焊接:根据焊接工艺要求进行焊接,注意控制焊接电流、当地电压和焊接速度,确保焊缝均匀、当地美观,避免过热或不足。
多层焊接时,应逐层进行,每层焊缝应饱满且覆盖前一层焊缝。
焊接后的处理:
焊接完成后,应对焊缝进行冷却处理,避免快速冷却导致应力集中和裂纹。
对于重要部件或厚壁部件,焊后应进行消除应力热处理,以减少焊接应力,防止变形和裂纹。
焊接接头的表面应进行清理,去除焊渣和飞溅物,确保表面质量。
质量检验:
焊接完成后,应进行外观检查,确保焊缝无裂纹、当地气孔、当地夹杂物等缺陷。
根据需要进行无损检测,如射线检测、当地超声波检测或磁粉检测,以评估焊缝内部质量。
验收标准:
焊接接头的力学性能应满足设计要求,包括抗拉强度、当地屈服强度和延伸率等。
焊接接头的尺寸应符合相关标准的规定。

