
想知道珩磨管绗磨管加工厂真正的源头厂家产品为何如此受欢迎?观看视频,答案自在其中。
以下是:珩磨管绗磨管加工厂真正的源头厂家的图文介绍
安达液压机械有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 云南45号无缝薄壁绗磨管产品,严格按照标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
安达液压机械有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。



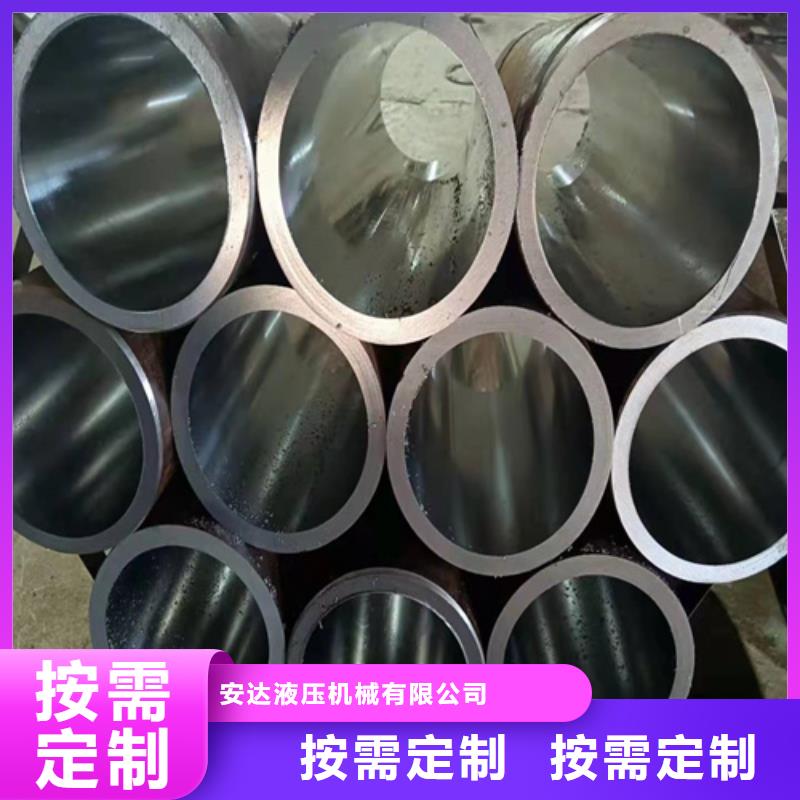
云南珩磨管绗磨管油缸管珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。



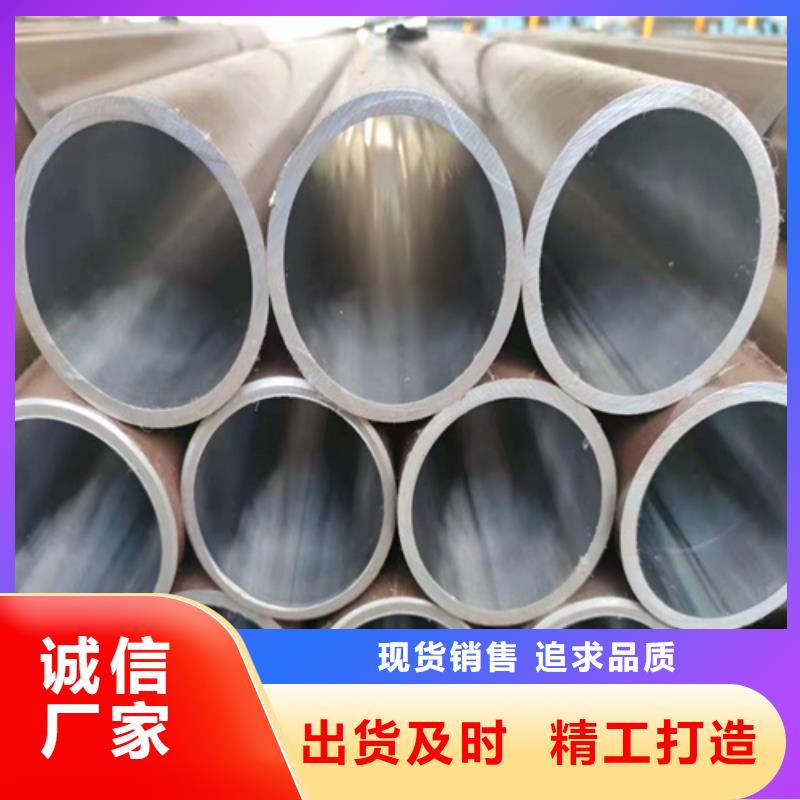
云南珩磨管绗磨管油缸管珩磨管配件的设计原理珩磨管的设计和配件是非常复杂的,今天我们大家就来简单了解一下吧。 珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。珩磨管的布管设计和配管应与液压原理图相符,除了珩磨管本身之外,其他组件、元件、配件都要认真选用。其次珩磨管的铺设排列和走向必须整齐一致,层次也需要分明,如果系统中同时存在平行和交叉的珩磨管,一定要注意它们之间的间隙大小。另外,配置的珩磨管还要具备良好的性能,比如刚性、抗振动能力等等,为了增强其布管的稳定性,还需要配置相应的支架和管夹,避免在使用过程中发生位移。



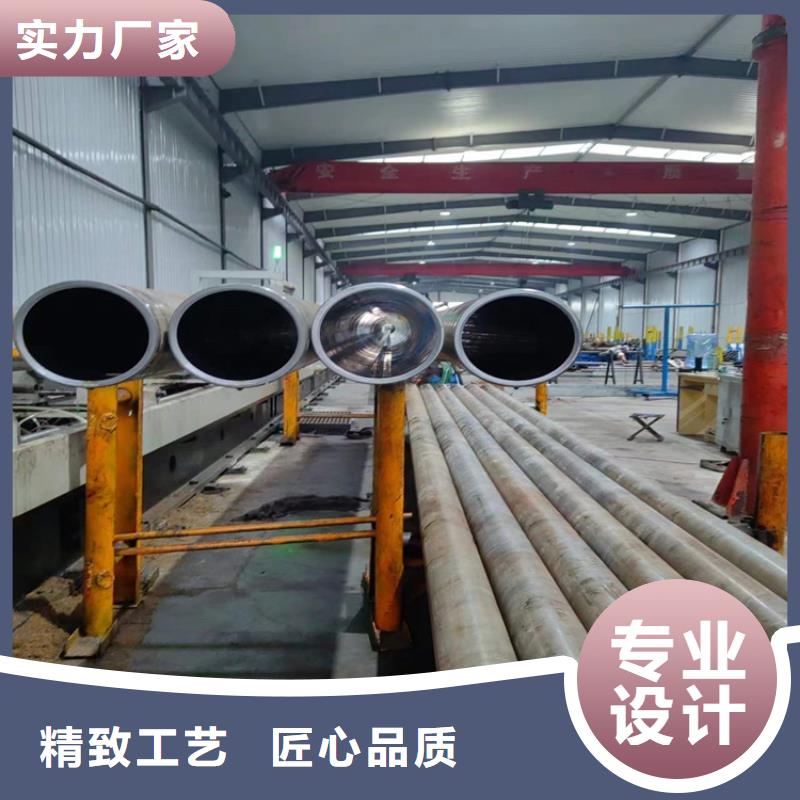
珩磨机主要用在汽车、拖拉机、液压件、轴承、航空等制造业中珩磨工件的孔,是一种利用珩磨头珩磨工件精加工表面的磨床,我们经常提到的珩磨管就是它的主要加工产品之一。从结构上看珩磨机可以分为卧式和立式两种,卧式珩磨机的工作行程较长,适用于珩磨深孔,深度可达3000毫米。其水平安置的珩磨头不旋转,只作轴向往复运动,工件由主轴带动旋转,床身中部设有支承工件的中心架和支承珩磨杆的导向架。在加工过程中,珩磨头的油石在胀缩机构作用下作径向进给,把工件逐步加工到所需尺寸。